непровар, свищ, подрез, кратер, прожог
При проведении сварочных работ необходимо предпринимать все меры по увеличению качества сформированного шва. От степени качества зависит длительность эксплуатации изделия. Дефекты сварочных швов могут проявляться под действием ряда факторов, среди которых такие, как несоблюдение технологии, отсутствие необходимой квалификации сварщика, халатность, некорректная работа оборудования. В зависимости от степени отклонения параметров от нормы выделяют допустимые и недопустимые дефекты. Все нормы определены ГОСТ 30242-97.

Указанный документ носит название «Дефекты соединений при сварке металлов». В нем, прежде всего, определено понятие дефекта. Под этим термином подразумевается отклонение от показателей, определенных ГОСТом, техническими условиями и чертежами проектов.
Дефекты сварочных швов разделены по группам.
- Первую группу составляют трещины. Это дефект, вызванный разрывом шва. Трещина может возникнуть при резкой смене температур или при воздействии механической нагрузки.
- Полости или поры имеют произвольную форму. Образуются в расплавленном металле при наличии в нем задержавшихся газов.
- Твердые включения представлены инородными телами, попавшими в расплавленный металл при формировании шва.
- Непровары и несплавления определяются, как ненадежное соединение между металлом шва и основным материалом или полное отсутствие такового.
- Под нарушениями формы шва подразумевают отклонения от принятой геометрии, которая определена для наружных поверхностей шва.
- Дефекты сварки, не попавшие в перечисленные группы.

Согласно указанному стандарту каждый дефект обозначается трехзначным кодом или четырехзначным числом, показывающим его разновидность.
К примеру, если натек маркируется числом 509, то натек в горизонтальной плоскости, как его разновидность – 5091.
Некоторые дефекты имеют буквенное обозначение. Порядок их использования согласована с международным институтом сварки. В такой стандартизации трещина обозначается литерой «Е», а полость – «А».
Группа 1. Трещины
Дефекты типа 100 или «Е» считаются недопустимыми. В зоне образования трещины непременно произойдет разрушение конструкции. Разрыв происходит в самом шве или в зоне непосредственной близости. При возникновении трещины раскрытие может быть минимальным, однако действие нагрузок приводит к стремительному разрушению. По статистике данный вид дефектов проявляется при сварке легированных и углеродистых сталей. Повышается риск возникновения трещины при быстром охлаждении шва.
Причиной образования трещин является наличие в металле углерода, кремния, серы, никеля или водорода. При несоблюдении технологии в области шва возникают излишние напряжения. Чтобы устранить уже образовавшиеся трещины следует сначала засверлить их концы. Затем трещина удаляется строжкой, а место ее локализации зачищается и заваривается заново.

Трещины можно классифицировать по происхождению, они делятся на холодные и горячие.
- Холодные трещины образуются после остывания шва, когда температура составляет 300°C градусов. Такие дефекты могут проявить себя и спустя достаточно продолжительное время. Фазовые превращения, происходящие при кристаллизации металла, резко снижают показатели прочности. Атомарный водород не полностью улетучивается и провоцирует появление трещин. Избежать этого можно лишь, обеспечив защиту сварочной ванны.
- Горячие трещины возникают при высоких температурах (1100-1300°C градусов). При кристаллизации происходит процесс, обратный линейному расширению. Стягивание металла приводит к разрыву. Такого вида трещины направлены не только вдоль шва, но и поперек него. Образуются разрывы на границе зерен кристаллов.

Трещины можно разделить по размерам. Макроскопические трещины (100; Е) оцениваются визуально. Микротрещины (1001) проявляются только при использовании увеличительных приборов. Зачастую приходится применять пятидесятикратное увеличение для наблюдения дефекта.
Группа 2. Поры
Поры в металле представляют собой полости, которые заполнены газом. Они начинают образовываться, когда металл находится в жидком состоянии. В это время наблюдается процесс газообразования, но только часть пузырьков выходят наружу. Размер полости варьируется от микрометров до нескольких миллиметров. Иногда наблюдаются целые скопления пор, образующие раковины. Обычно полость имеет округлую форму.
Поры могут появляться по ряду причин. Первая из них – низкое качество очистки поверхностей от загрязнений. На кромках могут оставаться частички ржавчины, окалины, масла. При большой скорости сварки газ просто не успевает выйти из жидкой субстанции, оставаясь в ней в виде пузырьков. Как было уже отмечено, тенденция к образованию пор особенно выражена при работе с углеродистыми сталями.

Нарушение технологии сварки приведет к негативным последствиям. Особое внимание следует обратить на климатические условия. Повышенная влажность влияет на состояние флюса. Возникновение пор приводит к тому, что после предварительной строжки поверхности приходится зачищать и сварку повторять.
Полость (200; А) может быть произвольной формы со скругленными углами. Внутри пузырька содержится водород, азот или окись углерода. Постепенно металл застывает и образуется пора. Зачастую разделяют эти два понятия, так как пора имеет сферическую форму, а полость – неправильную. Но в данной классификации эти дефекты идентичны. Серия пор, распределенных равномерно (2012) – дефект, наблюдаемый при работе с цветными металлами. Его разновидностью является цепочка (2014) и скопление пор (2013).
Частным случаем поры выступает свищ (2016; Ab). По индексу видно, что это дефект того же типа, однако свищ представлен трубчатой полостью, пронизывающей шов насквозь. Причина его возникновения заключается в повышенной влажности. Форма свища зависит от выделившегося газа. Иногда свищ возникает при перегреве металла или случайном КЗ, вызванном соприкосновением вольфрамового электрода с поверхностью. Исправлять такой дефект приходится полным удалением металла с последующей переваркой.

Кратер, маркирующийся, как дефект 2024 или «К», образует раковину с одного края валика шва. Обычно появляется в результате резкого отрыва электрода. Если с виду кратер не имеет трещин, то при детальном рассмотрении они чаще всего проявляются, поэтому такой дефект приходится устранять.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Образование кратера – результат неумелых действий сварщика.
Группа 3. Твердые включения
Инородные частицы снижают показатели прочности шва и выступают местами локализации чрезмерных напряжений. При обнаружении твердых включений проводят строжку до тех пор, пока не появится здоровый металл, а затем повторяют процесс сварки. Дефект 300, заключающийся в попадании металлических частиц в зону шва, при наличии хотя бы одного острого угла называется остроугольным включением. Примером такого дефекта выступает шлаковое включение (301; Ba), флюсовое включение (302; G), оксидное включение (303; J) и металлическое включение (304 H).
Шлаковое включение разделяется на линейное (3011), разобщенное (3012) и прочие (3013). Шлак, который образуется в результате плавления присадки или флюса, всегда всплывает вверх. Но при нарушении технологии ведения электрода или при высокой скорости сварки он зачастую остается внутри расплавленного металла. Для работы в среде защитного газа явление шлаковых включений встречается редко. Существуют установленные нормы размеров частиц, при которых допускается эксплуатация детали. Если эта норма превышена, то шов вырубается и переваривается.

Флюсовые включения подразделяются на те же самые типы (3021, 3022 и 3023 соответственно). Они возникают из остатков флюса, который не успел прореагировать с металлом. Обычно он всплывает на поверхность, но могут оставаться части внутри, образуя дефект.
Подобная ситуация возникает при неправильном подборе флюса. Например, если он представлен в виде крупных гранул. Провоцировать возникновение включений может также и завышенная скорость сварки.
Оксидное включение – это попавший в металл шва оксид. Он образуется в результате реакции металла с кислородом. Оксидная пленка тугоплавкая и труднорастворимая, поэтому при ее появлении обязательно образуется дефект. Чтобы избежать возникновения пленки, нужно обеспечить защиту сварной зоны активными или инертными газами. Следует также особое внимание уделить подготовке поверхностей. Оксидные включения обычно располагаются в виде прослойки в массиве, что приводит к разрушению шва.

Металлические включения вольфрама (3041), меди (3042) и других элементов (3043) могут возникнуть при недостаточной защите сварочной ванны. В большинстве случаев подобные дефекты можно наблюдать при случайном КЗ вольфрамового электрода. Распознать ситуацию можно по характерному треску и резким вспышкам дуги. Вольфрам имеет высокую температуру плавления, поэтому не растворяется в жидком металле.
Группа 4. Несплавление и непровар
Для несплавления характерным признаком является плохое соединение между элементами шва и металлом заготовки. Разновидностями дефекта являются несплавления по боковой стороне (4011), между валиками (4012) и на окончании шва (4013). Такие дефекты, как несплавления, характерны для дуговой сварки. Суть его заключается в том, что металл кромки не расплавился полностью, поэтому стык получился некачественным.
Нередко тому предшествует неправильная разделка кромок или ошибки в выборе положения электрода. Усугубляет ситуацию химическая неоднородность металлов. Сварщик обязан точно установить все параметры сварки (силу тока, скорость формирования шва).

Дефект 402 или «D» — неполный провар. Непровар технически похож на несплавление. Отличием является то, что в данном виде нарушения технологии наблюдаются участки, где металл не смог проникнуть в корень соединения. Непровар может наблюдаться между основным материалом и металлом шва, а также между слоями шва при многослойной сварке. Наблюдается непровар при двусторонней сварке в середине сечения. Заметить дефект можно визуально, ведь в окончании зоны наблюдается трещина.
Непровар может привести к снижению прочности конструкций. Особенно чувствительны швы с непроваром при вибрационных нагрузках. Даже мелкие участки с дефектом снижают показатели на 40%. Непровар корня ухудшает прочность соединения на 70%. Как и при несплавлении, в данном случае причина кроется в неправильном выборе режима сварки. Дефект между слоями возникает при плохой обработке поверхностей. Дефект исправляется путем удаления шва и повторного сваривания.
Группа 5. Нарушение формы шва
Перед выполнением сварочных работ происходит предварительное проектирование, в результате которого устанавливается геометрия будущего шва. Отклонение формы от установленных норм квалифицируется, как дефект 500. Нарушение формы шва не только негативно влияет на его прочность, но и ухудшает эстетический вид. К причинам относят возможные скачки напряжения сети, неравномерная подача проволоки или неверный угол наклона электрода.
К наиболее часто встречающимся дефектам данного вида относят различные подрезы. Они ослабляют устойчивость конструкции к нагрузкам. Подрез возникает при превышении силы тока или при увеличении пламени газовой горелки.

Современные полуавтоматы позволяют контролировать режим сварки, поэтому в последнее время подрезы стали значительно реже встречаться, однако при недостаточной квалификации сварщика данный дефект имеет место быть.
Исправляются подрезы повторным наложением ниточного шва. Если при этом эстетика теряется, то прочность соединения приходит в норму. В работе с тонкими листами металлов возникают прожоги. Наличие прожога (510). Он визуально определяется в виде сквозных отверстий и свидетельствует о том, что на инверторе установлена слишком большая сила сварочного тока. Устранение прожогов связано с зачисткой мест их локализации и повторным провариванием.
Группа 6
Все остальные дефекты, не попавшие в предыдущие группы, позиционируются, как дефекты 600. К ним относится случайная дуга, разбрызгивание, задиры и уменьшение толщины металла. Несмотря на большое разнообразие дефектов сварочных швов, разработаны вполне определенные рекомендации по их недопущению.

Начинающему сварщику трудно будет соблюдать все требования, однако профессиональные мастера без проблем могут избежать некачественного результата. Необходимо изначально выработать методику ведения сварки. Для этого предстоит решить такие вопросы, как выбор оборудования, выбор расходных материалов, правильная обработка поверхностей, техника ведения сварки.
Дефекты сварных швов и соединений. Способы их устранения
От качества сварки зависит дальнейшая эксплуатация конструкции, поэтому дефекты сварных соединений не допускаются. Возникновению дефектов способствует множество факторов, например:
- нарушение технологии работ;
- халатность;
- невысокая квалификация сварщика;
- применение неисправного оборудования;
- производство работ без надлежащей подготовки, в неблагоприятных погодных условиях.
Различают допустимые и не допустимые значения дефектов сварных швов от степени снижения технических параметров изделия по прочности. При допустимых нарушениях исправление дефектов сварки не производится, во втором случае их устранение необходимо. Пригодность изделия к эксплуатации, определение соответствия шва нормам производится по ГОСТ 30242-97.
Виды дефектов сварки
Правильный сварочный шов подразумевает однородность состава основного и присадочного материала, образование нужной его формы, отсутствие трещины, непровара, наплыва, наличием чужеродных веществ. Различают следующие виды дефектов сварных соединений:
- наружные;
- внутренние;
- сквозные.
Что собой представляют наружные дефекты?
Наружные дефекты сварных швов и соединений обнаруживаются визуально. Нарушения режима сварки, не соблюдение точности направления и движения электрода из-за спешки или безответственности сварщика, колебания напряжения электричества при производстве сварочных работ приводят к образованию шва неправильного размера и формы.
Характерными признаками наружного вида брака являются: различие ширины продольных швов и катетов угловых, резкость перехода от основной стали к наплавленной.
При ручном способе сварки нарушения происходят вследствие ошибок в подготовке кромок, пренебрежения режимом и скоростью сварки, отсутствия своевременного контрольного обмера. Дефекты сварных швов и причины их образования при ведении автоматического или полуавтоматического способа сварочных работ кроются в чрезмерных скачках напряжения электричества, ошибках в режиме. Различают следующие наружные виды дефектов сварных швов:
Трещины швов бывают горячие и холодные, продольные, поперечные, радиальные. Первые из них имеют место при применении высоких температур от 1100 до 1300°С, воздействующих на свойства металла в плане снижения пластичности, появления деформаций растяжения. Этот вид дефектов сварных швов сопровождается увеличением в составе стали нежелательных химических элементов. Холодные трещины могут появляться при температуре до 120°С во время остывания, позже – под воздействием нагрузок во время эксплуатации. Причиной данного вида брака может стать снижение прочности стали из-за сварочных напряжений или присутствие растворенных атомов водорода.
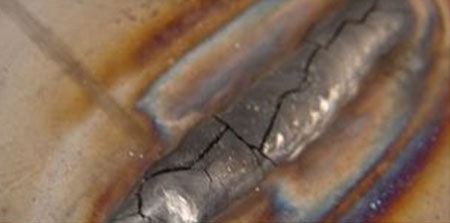
Трещина в сварочном шве
Подрез характеризуется наличием углубления между сплавленной и основной сталью. Этот вид дефекта сварочного шва встречается больше других. Увеличение напряжения дуги при быстрой сварке, приводит к утончению толщины стали, снижению прочности. Более глубокая проплавка одной из кромок является причиной стекания жидкой стали на другую поверхность, из-за чего канавка сварки не успевает заполниться. В данном случае, дефекты сварки и способы их устранения определяются визуально. Недостатки в работе устраняются путем зачистки, с последующей переваркой.

Подрез сварочного шва
Наплыв возникает, когда сплавленный металл натекает на поверхность основной стали без образования однородной массы с ним. Этому виду брака характерно образование очертания шва без обретения достаточной прочности, что сказывается в общей выносливости металла. Причина брака в применении низкого напряжения дуги, наличие окалин на кромках частей, натекание проплавленной стали при сварке горизонтальных швов, когда поверхность свариваемых конструкций вертикальна. Чрезмерно медленная сварка также приводит к образованию наплывов, из-за появления излишек расплавленного металла.

Наплыв
Кратеры появляются из-за резкого отрыва дуги. Они имеют вид углублений, где может образоваться непровар, рыхлость материала с усадочным свойством, приводящим к появлению трещин. Кратеры возникают из-за погрешностей сварщика. Так как кратер обычно является причиной появления трещин, из-за чего не допускается, при его обнаружении следует зачистить, затем заваривать повторно.

Образовавшийся кратер в сварочном шве
Свищи имеют вид воронок с углублением на теле шва. Они образуются из раковин или пор достаточно больших размеров, при недостаточной подготовке поверхности элементов сварки и присадочной проволоки. Данный вид дефекта также можно увидеть при визуальном осмотре и подлежат немедленному устранению.

Типичные воронки свища
Внутренние дефекты сварочных швов
Внутренние недостатки сварки визуально обнаружить невозможно. Обычно появляются из-за нарушения технологического процесса сварки и не надлежащего качества материала. При внутренних дефектах также могут появиться трещины, но они не видны или малы, но со временем могут раскрыться. Скрытые трещины опасны тем, что их трудно обнаружить, а напряжение может возрастать постепенно, и может привести к скоротечному разрушению конструкции, поэтому чрезмерно опасны. Причиной брака могут быть огромные напряжения, быстрое охлаждение при использовании углеродистых и легированных сталей. Наиболее распространенные виды данного рода дефектов следующие:
Непровар происходит при недостаточном сплавлении свариваемых частей шва на местах. Причина кроется в ненадлежащей подготовке кромок, связанных с наличием ржавчины, окалины, недостатком зазора и притуплением кромок. Кроме этого, спешка и быстрая скорость ведения сварки, малая сила тока или смещение электрода от оси шва тоже могут привести к непровару шва. Из-за уменьшения сечения сварного шва появляется концентрация напряжений, что отражается в снижении прочности соединений, которая составляет при вибрационных нагрузках до 40%, а большие участки непроваров – до 70%. При превышении допустимых значений требуется зачистка шва и ее переварка.
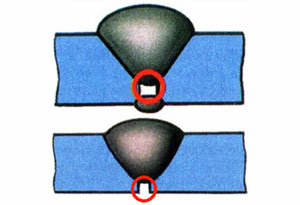
Непровар и незаполнение
Поры – это свободные пространства сварного шва, заполненные газом, преимущественно, водородом. Причиной этого вида брака является наличие чужеродных примесей в свариваемых материалах, сырость, недостаточная защита сварочной ванны. При превышении допустимых концентраций пор сварочный шов подлежит переварке.
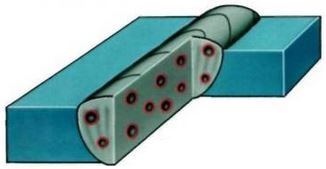
Поры в сварном шве
Кроме этого, можно отметить шлаковые, вольфрамовые, оксидные включения, также возникающие при нарушении технологии сварочного процесса.
Сквозные дефекты
Этот вид брака подразумевают наличие пор, проходящих через всю толщину сварки, также обнаруживаются визуально. Преимущественно возникают при ведении сквозной сварки. При данном виде дефекта возможно появление прожогов и трещин.

Прожог
Прожог возникает от применения большого тока и медленной сварки. Причина – чрезмерная открытость зазора у кромок, неплотное прилегание подкладок, вследствие чего происходит утечка сварочной ванны. Проверка шва на наличие брака проводится визуально, при его превышении допустимой нормы, требуется зачистка и переварка сварки.
Методы обнаружения, контроля и устранения дефектов
Чтобы обнаружить дефекты сварного шва применяются следующие способы:
- визуальный осмотр – проводится с применением увеличительных приборов;
- цветная дефектоскопия – основан на изменении цвета специального материала при соприкосновении с текучим материалом, например, с керосином;
- магнитный метод – измерение искажения магнитных волн;
- ультразвуковой метод – применение ультразвуковых дефектоскопов, измеряющих отражение звуковых волн;
- радиационный метод – просвечивание сварных швов рентгеном и получение снимка со всеми деталями дефекта.
Для обеспечения качества сварного шва проводится маркировка и клеймение. Каждый сварщик ставит свое клеймо на своем участке сварки.
При обнаружении брака необходимо провести устранение дефектов сварки. Для этого применяют следующие виды работ:
- заварка – используют для ликвидации крупных трещин, предварительно подготовив трещину сверлением и зачисткой при помощи зубила или абразивного инструмента;
- внутренние мелкие трещины, непровары и включения подлежат полной зачистке или вырубке с повторной сваркой;
- неполные швы и подрезы сварного шва устраняют наплавкой или заваркой тонкими слоями;
- удаление наплывов производят механическим путем с помощью абразивного инструмента;
- перегрев металла устраняют путем термической обработки.
Непровар корня сварного шва: причины дефекта, метод устранения
В технологическом процессе сварочных работ появляется непровар сварного шва, который ухудшает технологические свойства материала. Оценка приёмки работы требует проверки сварных соединений, где необходимо высокое качество обработки поверхности соединяемых плоскостей. Все образования на поверхности, имеющие неоднородную структуру и форму, именуются как дефект сварного шва непровар. В свою очередь существует разделение степени и уровни непровара, которые имеют следующие характеристики дефектов:
- Горячие или холодные микротрещины.
- Горячите или холодные макротрещины.
- Непровар корня сварного шва.
- Явные поры.
- Включения различных групп.
В целом, сварочные работы, в независимости от уровня и сложности, допускают появление непроваров, но при этом, необходимо устранить имеющиеся дефекты доступными средствами и технологиями.

Пример непровара сварного шва
Способы проверки появления дефектов 

Визуально определить место можно только в том случае, если сварщик имеет достаточный опыт работы в данной сфере и знает причины непровара сварного шва. Появление дефектов возможно в любом месте, и мастеру необходимо своевременно устранить проблему, используя разрешённые методы для сварочной технологии. Наличие дефекта может в дальнейшем вызвать разрушение, снизить сопряжение сварных участков, а также привести к выходу из строя конструкционного элемента.
Основные причины непровара сварного шва возникшей проблемы, выглядят следующими критериями:
- Сварочный ток имеет малые показатели.
- Электрод перемещается достаточно интенсивно и с большой скоростью.
- Очень большая длина размерного ряда дуги.
- Для кромок имеет место малого угла скоса.
- В кромках есть явные изъяны большого угла притупления.
- Свариваемые элементы для кромки или перемещены неправильно, или значительно смещены.
- Между расположенными кромками имеет место малой величины зазора.
- В процессе сварки используют электрод с большим диаметром, не предназначенный для проведения этапа сварочных мероприятий.
- Между свариваемыми кромками происходит затекания шлака.
Таким образом, непровар сварного шва это дефект который представляет особую угрозу и опасность при проведении дальнейших работ с конструкционными изделиями.
Терминология непровара
В среде специалистов существует особые трактования, указывающее на что это такое непровар сварного шва – это видимый или скрытый участок места соединения, где отсутствует эффект сплавления, который обязателен в данной ситуации. Чаще всего конструктивный непровар сварного шва можно встретить в корневой части места соединения, в кромках между соединениями, между смежными параметрами слоёв наплавляемого шва по кромке.

Видимый непровар на детали
Далее, определение непровара сварного шва указывает на то, что значительно уменьшается рабочее сечение конструкционного соединения шва. В свою очередь это приводит к естественному снижению работоспособности имеющегося сварного соединения.
Технологическая просветка сварных швов, признана своеобразным концентратором напряжений, вследствие чего появляются трещины различной глубины и жёсткости. Выявляется снижение коррозийной стойкости готового сварного соединения.
Пористость, основные моменты дефектов
Не менее важным элементом дефекта допуска непровара сварного шва является выявление ее пористости. Появление этой структуры вызвано маленькими пузырьками, которые образуются в виде газов в металле. Как правило, структура имеет сферическую, или близкую к этой форме круглую структуру. Для углеродистых сталей непровары в этих местах имеют не сферическую, а трубчатую форму исполнения. Первоначально, сферические образования появляются в жидком металле во время проведения сварочных работ. В течение определённого времени сварки, а точнее интенсивного газообразования, не все задействованные пузырьки технологического процесса успевают выйти на поверхность. Какая-то часть остаётся внутри конструкции сварного соединения. Габаритные объёмы и размеры таких «шариков» колеблются в различных диапазонах, начиная с микроскопических, и заканчивая полноценными большими сферами в диаметре 2-3 мм. Если проходит диффузия газов, сферы начинают еще больше расти внутри сварного соединения до момента полного затвердевания.
Такие дефектные явления могут образовывать цепочки, группы и прочие фактуры. В целом, чтобы правильно использовать рекомендуемый метод устранения непровар сварного шва, обращаем внимание на следующие причины возникновения проблемы:
- Наличие газовых соединений, которые не успевают выйти, и происходит кристаллизация структуры.
- Взаимодействие окиси железа с углеродом, вследствие чего возникает углекислый газ и окись углерода.
- Есть влага во флюсе или в процессе автоматической сварки.
- Возникновение ржавчин, как на концах сварных технологических соединений, так и на проволоке.
Появление трещин
Это дополнительный дефект непровара, критерий связан, прежде всего, с образованием микроскопических или макроскопических компонентов межкристаллического разрушения, вследствие чего образуются малые полости с микроскопическими параметрами раскрытия. Наличие остаточных явлений напряжений на соединяемых участках приводит к тому, что в дальнейшем трещины с небывалой скоростью могут расширяться до невиданных размеров. Это процесс очень опасный, и в ряде случаев может привести к печальным последствиям эксплуатации значимых металлических узлов и компонентов. Причины возникновения трещин:
- Есть место повышенного усадочного напряжения, где происходит превышение предела прочности металла.
- Происходит жёсткий режим закрепления свариваемых элементов металла.
- В металле возникает так называемый эффект мартенсита, характерный для явления структурного напряжения.
- Во всех металлах есть место повышенное содержание серы, фосфора, а также углерода.
- Сварочные мероприятия проходили при очень низких температурах.
- На одном участке сосредоточено большое количество швов, которые вызывают комплексное сопряжение.
Группы непровара по ГОСТ
Существует единая классификация стандартов непровара дефектов сварных швов которые отражены в действующем регламентом положении ГОСТ 30242-97, где определено 6 основных групп или зон, характерные для каждого процесса и металла
Номер группы | Характер непровара |
1 | Трещина |
| 2 | Пора, а также полости |
3 | Включения твёрдой группы |
| 4 | Эффект несплавления или непровара по техническим параметрам |
5 | Техническое нарушение формы шва |
| 6 | Дефекты и группы, которые не включены в вышеназванные критерии дефектов. |

Виды непровара сварного шва
В техническом стандарте также даётся подробное описание того, как маркируется тот или иной тип непровара или технологического дефекта, связанные со сварочными работами. Все дефекты маркируются цифровыми значениями или маркировкой МИС (буквенное). Каждый дефект имеет собственную маркировку, причём группа маркировки зависит от номера группы в диапазоне от 1 до 6. Цифровое значение имеет 3 или 4 знака, буквенное значение 1-2 литеры английского алфавита, или отсутствует буквенное значение (числовое обязательное присутствует в списке). Для визуального определения варианта исполнения дефекта, в регламенте присутствует подробный рисунок, с объяснениями и разъяснениями дефектов непровара. Неполный провар имеет числовое значение 402, а буквенный ряд D.
Видео: описание непровара сварного соединения
Дефекты сварных соединений: виды, причины и исправление
Соединение сваркой состоит из нескольких этапов, часто сопровождающихся возникновением дефектов. На это существуют как объективные причины, например, качество материалов, так и субъективные — отступление от технологического процесса, недостаточный профессионализм сварщика. Существуют официальные документы, где определены дефекты и контроль качества сварных соединений и швов. Поскольку в дальнейшем дефекты сварного шва способны вызвать разрушение конструкций, выполнение требований строго обязательно.

Нормативными материалами предусмотрены виды дефектов сварных соединений, внешний вид, характеристики и качество швов, получаемых при помощи сварки. В них также указаны необходимые допуски от идеального состояния. Отклонения от требований являются дефектами. Классификация дефектов сварных швов определена в ГОСТе-5264.
На существующие виды дефектов сварных швов имеется много методов контроля, в результате которых будет получено заключение о состоянии сварных швов. При многочисленных отклонениях соединение признается браком и подлежит переделке. Иногда может потребоваться изменение не всего шва, а только его части.
Дефекты сварочных швов, их размер и количество, которые допустимы для конкретного соединения, указаны на чертежах. Дефекты сварочных швов и причины их образования должны знать все работники, участвующие в этом процессе — от разработчиков конструкций до непосредственных исполнителей работ.
Причины возникновения
Дефекты сварочных соединений возникают по следующим причинам:
- Нарушение технологии.
- Недостаточная квалификация исполнителя.
- Неисправность оборудования.
- Включение неправильного режима.
- Электроды неподходящего размера.
- Колебания и изменение электрического напряжения.
- Несоблюдение рекомендуемой скорости процесса.
- Отсутствие предварительной подготовки.
- Неблагоприятная погода при сварке не свежем воздухе.
Существуют рекомендации, определяющие особенности различных видов сварки. Они основаны на практическом опыте применения технологии соединения металлических деталей сваркой. Перед началом процесса необходимо проверять работоспособность применяемого оборудования. Периодически проводится его поверка, дата проведения и результаты которой указываются в техническом паспорте.
Виды дефектов
Все дефекты сварки подразделяют на три крупные группы: находящиеся снаружи соединения, внутри него и сквозные. Наружные дефекты контактной сварки легко обнаружить при визуальном осмотре. Он является обязательным при контроле всех швов, независимо от того, какие требования к ним предъявляются.
Одни из наиболее характерных признаков внешних дефектов — различная ширина отдельных участков в продольных швах, а также катетов в угловых соединениях. Достаточно хорошо заметны существующие наплавы поверх основного шва. К внешним возможным дефектам сварных швов принадлежат: углубления и выпуклости, трещины, кратеры, подрезы, наплывы, свищи.
Внутренние дефекты сварных швов при визуальном осмотре не видны. Основные причины их появления — некачественный материал и нарушение технологии процесса сварки. Внутри также могут образоваться невидимые трещины. Если их вовремя не обнаружить, то из-за растущего напряжения начнется постепенное разрушение конструкции. Причиной возникновения трещин может быть чересчур быстрое охлаждение. К внутренним изъянам относятся металлургические дефекты сварных швов — вредные примеси.
Если сплавление деталей недостаточно, то образуется непровар. Это происходит, когда пренебрегают подготовкой к работе кромок деталей и на них остаются ржавчина и окалины. К другим причинам возникновения непровара относятся недостаточно большая величина тока, несовпадение электрода с осью плавления. Если этот дефект имеет большую протяженность, то потребуется переплавка.
Внутри сварного шва могут образовываться поры. Внутри они заполнены газом. Причиной, по которой появляются поры, является наличие посторонних примесей в материалах, подлежащих сварке, излишняя влага. Если допустимые концентрации превышены, то предстоит переделка. При нарушении правил технологии внутри шва могут появиться различные включения: оксидные, вольфрамовые, а также шлаковые.
Под сквозными дефектами понимают поры, которые находятся не внутри, а проходят сквозь всю толщину шва. Этот дефект наблюдают визуально. При незначительной скорости и большом токе появляются прожоги.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Группы дефектов
Дефекты и контроль качества сварных соединений строго регламентированы. В ГОСТе 30242 все дефекты сварных соединений разделены на группы. Всего таких групп насчитывается шесть. К первой группе межгосударственный стандарт отнес трещины, ко второй поры, к третьей твердые включения. Четвертую группу несплавление разделяет с непроваром. В пятой находятся все нарушения, которые имеют формы швов. Наконец, в шестой собраны все остальные сварочные дефекты.
Каждому из дефектов присвоено обозначение в виде числа из трех чисел. Добавление еще одной цифры означает уточнение, например, что данный дефект возник при определенном положении шва. Большинство из дефектов имеет еще и буквенное обозначение, которое можно увидеть в справочниках по сварке. Так, например, трещины имеют цифровое обозначение в виде числа 100 и буквенное в виде буквы Е.
Трещины
Цифровое обозначение 100, буквенное Е. Нормативным стандартом дано определение, что называют трещиной в сварке. Они позиционируются как разрывы или несплошности в сварном шве. Причинами возникновения названы охлаждение и нагрузки.
Трещины относятся к недопустимым дефектам. Это обусловлено тем, что они служат центром напряжений и являются очагом возможных разрушений. Трещины в сварных швах признаны наиболее опасным изъяном, встречающимся в соединениях сварным способом, который в перспективе может привести к разрушению.
Борьба с этим видом дефекта целесообразна, потому что маленькая вначале трещинка вследствие действия напряжения быстро увеличивается в размерах. В зоне риска находятся легированная сталь, а также высокоуглеродистая. Чем жестче закреплены между собой детали, тем выше возможность появления трещин. Многое зависит от марки металла и от содержания в нем примесей, таких как никель, фосфор, кремний, водород.
К основным причинам образования трещин относят несоблюдение требований существующих режимов сварки и нарушение технологии. Это вызывает большие напряжения в соединениях, приводящие к появлению трещин. Существует разница между способами ликвидации трещин в зависимости от того, где они расположены. В трещинах, находящихся на поверхности, вначале сверлят их окончания, чтобы предотвратить дальнейшее распространение. Затем происходит удаление механическим способом. Внутренние трещины удаляют механически, а затем заваривают.
Трещины разделяются на холодные и горячие. Холодные появляются сразу после того, как шов застынет. Горячие трещины появляются при высоких температурах. В зависимости от размера трещины делятся на макроскопические, которые хорошо видны визуально или при незначительном увеличении, и микроскопические. Микротрещины имеют обозначение 1001. Чтобы их увидеть потребуется увеличение в 50 крат.
В зависимости от расположения трещины бывают продольными с обозначением 101 и поперечными 102. Их буквенные обозначения соответственно Ea и Eb. Кроме этого они бывают разветвленными, радиальными, раздельными, находящимися в кратере. К радиальным относятся трещины, расходящиеся из точки. Трещины в кратере делятся на поперечные, продольные и с красивым необычным названием звездоподобные. Разветвленные получили свое название за то, что они возникают из одной трещины.
Поры
Относятся ко второй группе дефектов и имеют обозначение 201. Пора — слово известное, но необходимо понимать, что такое пора в сварке. Это поможет при ее контроле и ликвидации. Поры при сварке — это полости, внутри которых находится газ. Возникают как результат образования газов, проходящих с большой скоростью. Не всем пузырькам газа хватает времени, чтобы выйти наружу до того, как затвердеет металл.
Поры в сварном шве бывают разных размеров, что зависит от размера пузырьков внутри. Помимо отдельных пор бывают целые скопления. Поры могут иметь форму круга или овала.
Причины, почему образуются поры при сварке, бывают следующими:
- плохая зачистка кромок, при которой были оставлены ржавчина, окалины и подобные загрязнения;
- увеличенная скорость процесса сварки, в результате чего пузырьки газа не успели выбраться наружу;
- большое содержание углерода в основном и в присадочных материалах;
- увеличенная влажность, оказывающая влияние на покрытия электродов и флюс.
Основные причины появления пор при сварке под флюсом — посторонние включения в него, наличие ржавчины на проволоке, оставшиеся следы смазки или жира, поглощенный флюсом из влаги водород.
Наличие пор понижает прочность металла и герметичность соединения. Наряду с порами бывают газовые полости, отличающиеся другой формой. Кроме отдельной поры, встречаются: группа равномерно распределенных пор, цепочки в одну линию, скопления в одном месте, свищи, продолговатые полости.

Свищ в сварном шве образуется при непреднамеренном коротком замыкании электрода из вольфрама или же быстром внезапном обрыве дуги. Еще одна причина — неправильно произведенное гашение дуги. Для исправления свища сварного шва приходится удалять участок, где он был обнаружен.
Следствием усадки при затвердевании металла является усадочная раковина. Если она находится в конце валика, то это будет называться кратер сварного шва. Он, как правило, является результатом неправильных действий исполнителя. Наличие кратера автоматически уменьшает площадь торца шва, что приводит к снижению прочности. Для исправления ситуации приходится вырубать окончания шва с кратером.
Включения твердые
Третья группа с обозначением 300. Сначала надо выяснить, что называют включением в сварке. Это присутствие внутри затвердевшего после сварки металла частичек другого материала. Такие зоны становятся центрами напряжений, что понижает прочность соединения сваркой. Методом борьбы с дефектом является вырубка пораженного участка шва и последующее заваривание. Включению с острым углом присваивают название остроугольного. В зависимости от того, каким образом они образовались, инородные включения разделяются на линейные, разобщенные и другие.
При нормальном прохождении процесса образующийся шлак всплывает в сварочной ванне наверх. При нарушении технологии — большой скорости, неточного угла наклона электрода и его смещения, недостаточно хорошо выполненной зачистке — он остается внутри и становится инородным телом. Он может иметь значительный размер, что представляет опасность для надежности шва. Их наличие делает меньше размер торца шва и становится источником напряжения. При превышении допусков участки со шлаком вырубают и переваривают.
Если в металле находится флюс, то это приводит к образованию включений, называемых флюсовыми. Они разделяются на линейные, отдельные и другие. Причина возникновения — флюс, который не всплыл на поверхность и остался внутри. Это может возникать при наличии слишком больших гранул или увеличенной скорости происходящего процесса.
Металлический оксид, попавший внутрь, вызывает оксидное включение. При загрязнении поверхностей и недостаточной защите ванны образуются пленки, являющиеся труднорастворимыми. Внутри шва они станут прослойкой, которая снижает прочность соединения и способна привести к разрушению.
В включениях металлов выделяют вольфрам и медь, как наиболее вероятные. Не исключено образование и иных металлов. Включения могут возникнуть при использовании вольфрамового электрода. При этом кончик электрода дает брызги, которые попадают в металл. Если шов уже затвердел, то вольфрамовые включения остаются на поверхности. Иные причины — слишком большая плотность тока или короткое замыкание.
Электрод может замкнуться при нарушениях, вызванных неудобной позой сварщика, например, при потолочной сварке. Кусочек вольфрама внутрь затягивает жидкий металл. Наиболее часто такие дефекты появляются при сварке алюминия, а также сплавов с его содержанием, поскольку вольфрам в них не растворяется. Наличие включений из вольфрама можно узнать по треску и вспышкам сварочной дуги.
Несплавление
Дефект четвертой группы, имеющий обозначение 401. Несплавление — это, соответственно названию, отсутствие прочного соединения между металлом и швом. Различаются по местоположению: боковому на поверхности, между валиками и находящимися в корне. Несплавление может образоваться вследствие: неправильного угла сварки, не зачищенных кромок, неоднородности материала, неправильно выбранных режимов, небольшого значения тока, большой скорости процесса.
Непровар
Также входит в четвертую группу с обозначением 401. Непровары в сварных швах, по сути, тоже являются несплавлениями. Определением, что такое непровар в сварном соединении, является следующее: отсутствие сплавления металла, которое возникло из-за неспособности проникновения его в корень. Возникает по всей длине шва или на его отдельных участках, а также между слоями при многопроходном способе.
Причины образования непроваров при ручной дуговой сварке разные в зависимости от положения:
в корне — из-за недостаточно большого значения силы тока и значительной скорости процесса;
непровар кромки может происходить вследствие смещения с оси стыкования электрода;
между слоями — когда предыдущий слой не слишком хорошо зачищен.
Непровар сварного шва также может появляться из-за некачественного очищения металла от грязи, окалин, ржавчины, маленького зазора, большой величины притупления, маленького угла кромочных скосов, недостаточного тока, увеличенной скорости процесса, смещения электрода от нужного положения. В соединениях стыковым методом непровар возникает: при одностороннем виде в корне, а при двустороннем — в центре торцевого сечения.
Характерная особенность неполного проплавления — трещины большого размера на его окончаниях. При наличии непроваров уменьшается размер торца шва, возникают очаги напряженности. Если в дальнейшем конструкция будет подвергаться вибрации, то даже небольшого размера непровары способны значительно понизить прочность. Особенно большой вред прочности наносят непровары большого размера. Компенсация разрушающего действия непроваров — проплав или усиление. Еще один вид борьбы с этим дефектом — вырубание непроваренных участков шва, зачищение поверхностей и последующее заваривание.
Нарушение формы
Дефекты сварные включают в себя большую группу нарушений внешней формы соединений сварным способом, включенных в группу под номером 5 и имеющих обозначение 501. К ним относятся отклонения от принятого значения наружной формы шва и его геометрических параметров. Несоответствие формы и размеров принятым параметрам приводит к снижению прочности. Внешний вид соединений становится хуже, что тоже является немаловажным обстоятельством.
Наружные дефекты сварных швов имеют многочисленные причины:
- нестабильность сетевого напряжения;
- скольжение проволоки;
- неравномерность скорости прохождения сварочного процесса как следствие зазоров в узле перемещения при использовании сварочного автомата;
- неправильно выбранный угол, под которым наклоняют электрод;
- затекание жидкого металла в имеющиеся промежутки;
- неодинаковое расположение зазоров на протяженности стыка.
Указанный список можно дополнить многими другими причинами. Косвенно наружные дефекты сварных швов указывают на вероятное наличие внутренних.
Подрезы
Объяснение, что такое подрез в сварке, заключается в следующем определении: это изъян, представляющий собой углубление, находящееся около шва. Уменьшение толщины шва приводит к снижению надежности соединения. Внешне подрез смотрится как усадочная канавка. Они могут располагаться на отдельном участке или по всему протяжению шва.

Начинающие сварщики должны хорошо понимать, что называют подрезом в сварке, поскольку этот изъян происходит часто по их вине при неправильно выбранном значении тока. Другие основные причины появления этого изъяна:
- материал деталей имеет плохую смачиваемость;
- при стыковке — отклонение от оси электрода;
- расположение соединения, вызывающее неудобную позу сварщика;
- недостаточное качество подготовки кромок перед свариванием;
- завышенная скорость проведения работ;
- наклон электрода под неправильным углом.
Ошибочно выбранный угол электрода при сварке часто вызывает такой дефект. Иногда бывает, что угол выбран правильно, но при напряженном положении сварщика у него может устать рука и в положении угла произойдет изменение. При неправильном угле происходит неправильное распределение тепла. Большая его часть достается краям, что ведет к появлению усадочных канавок. Чтобы этого не произошло, более значительная часть тепла должна быть направлена на компоненты соединения, имеющих большую толщину, чем края.
Скорость сварки должна быть умеренной. При повышенном значении часть металла вдавливается в сварочную ванну и, быстро остывая, оставляет углубления. Слишком медленная скорость принесет свои недостатки, поэтому следует выбирать среднее значение.
К способам предотвращения появления подрезов при сварке относятся:
- Улучшить смачиваемость материалов можно предварительным нагревом. Это будет способствовать хорошему растеканию расплавленного металла по канавке и снижает появление очагов напряжения.
- Если соединяются детали разной толщины, то большее количество тепла должно доставаться более толстой.
- Выбор оптимального значения скорости в зависимости от марки свариваемых металлов.
- Если сварка производится в защитном газе, то большую роль играет его правильный выбор. Так, например, углеродистую сталь целесообразно сваривать в смеси их углекислого и инертного газов.
- Выбор диаметра электрода в зависимости от ширины шва. Когда диаметр электрода намного меньше, то придется совершать поперечные движения, имеющие большую амплитуду. Образование подрезов при этом становится неизбежным. Если уменьшение шва невозможно, то сваривать его следует за несколько проходов.
- Чтобы избежать перегрева, ток выбирают в соответствии с толщиной материалов.
- Сварку следует осуществлять короткой дугой.
- Выбранная скорость не должна изменяться.
- Угловые швы выполнять методом «лодочкой».
- Применение инверторов уменьшает появления подрезов.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Подрез сварного шва устраняют путем очищения от загрязнений и шлаков, а затем завариванием тонким швом. После контроля устранения соединение может быть направлено на доработку. Исправлять участок допустимо ограниченное количество раз. Если размеры подрезов не превышают пределы, указанные в нормативных документах, то изделие может быть введено в эксплуатацию.
Превышение выпуклости
Бывает в стоковых и угловых швах. У стокового шва обозначение 502, а у углового — 503.


Дефект представляет собой чересчур большое количество наплавки. На ответственных конструкциях дефект недопустим. Причинами появления служат: низкая скорость, неправильно выбранный режим, недостаточная предварительная подготовка, неудобное расположение шва. Превышающую нормы выпуклость удаляют методом шлифования.
Превышение проплава
К внешнему признаку при визуальном контроле относится чересчур большая выпуклость на корне шва.

Наиболее вероятная причина — плохая подготовка кромок к сварке, а также наличие разного химического состава свариваемых материалов.
Наплыв
Несмотря на вроде бы знакомое слово, необходимо разъяснение, что такое наплыв в сварке.

По сути, наплыв — это избыток металла после того, как произошло натекание на основной материал. При этом сплавления наплыва с основным металлом не осуществляется. Наплыв хорошо виден при внешнем осмотре. Бывает местным и протяженным. Оставлять этот дефект можно только для конструкций, не имеющих особой важности. Излишек металла устраняют методом шлифовки.
Линейное смещение
Другое название — депланация. Обозначение 507. Заключается в наличие смещения в плоскостях параллельных, но находящихся на разных уровнях.

Применение на конструкциях ответственного значения линейное смещение недопустимо.
Угловое смещение
Дефект является отклонением от нужного угла межу двумя свариваемыми элементами.

Натек
Название этого сварочного дефекта достаточно красноречиво и в особых объяснениях не нуждается. Существует градация в зависимости от пространственного положения: горизонтальном, вертикальном, нижнем, потолочном. А также натек, находящий в углу шва и в соединении нахлестом.

Наиболее часто ему подвержены горизонтальные швы на вертикальной поверхности.
Прожог
Когда в сварочной ванне содержится чересчур большое количество раскаленного металла, он начинает вытекать из нее. При попадании на шов в нем образуются отверстия — то, что называют прожогом. Внешне он выглядит как полость или сквозное отверстие.
В местах, где имеется прожог сварного шва, окислившийся металл приобретает рыхлость, а плотность его понижается, что не идет на пользу сварному соединению. Такой дефект характерен для тонких стенок и первого слоя в многопроходных соединениях.
Причинами возникновения прожога являются:
- неоднородность металла;
- большая скорость процесса;
- большие зазоры;
- нарушение техпроцесса;
- низкая квалификация исполнителя.
Выявить прожег можно визуальным осмотром. Исправление прожогов происходит путем их вырубки, зачистки и заваривания.
Отсутствие симметрии углового шва
Такой вариант признается дефектом, если разница между катетами имеет значительную величину. Характерен для сварки металлов, обладающих разной теплопроводностью. Неудобное положение при сварке также может спровоцировать появление асимметрии. Допускается для неответственных конструкций. Чтобы выровнять катеты на меньшем из них делают подварку.
Неравномерность шва
Заметна при внешнем контроле. Может возникнуть при колебании напряжения, длинной дуге, изменении направления электрода. Чтобы ликвидировать этот дефект более узкие места подваривают, а широкие шлифуют.

К остальным дефектам этой группы относятся: неровная поверхность шва, вогнутость корня, наличие пор в корне, неровность в месте, где сварка была прекращена, а потом продолжилась.
Прочие дефекты
Группа под номером 6, в которой находятся все дефекты, не нашедшие себе место в предшествующих группах. Их общее обозначение — 600.
Случайная дуга
Является местным повреждением поверхности металла, которая прилегает к сварному шву. Случайной названа потому, что вызывается непреднамеренным и непредусмотренном горении дуги.

На ответственных конструкциях является недопустимой, поскольку в дальнейшем при эксплуатации изделия может возникнуть коррозия. Для устранения место ожога зачищают методом шлифования.
Брызги металла
Во время сварки на поверхность материала попадают брызги расплавленного металла и застывают там. Они портят внешний вид соединения. Особенно это важно, когда сваривают такие изделия, как металлическую мебель. Появление брызг возможно при высоком значении тока, длинной дуги. В качестве предупреждения появления этого дефекта производят нанесение на поверхность материала защитного покрытия. Исправляется с помощью шлифовального инструмента. Частным случаем являются брызги вольфрама.
Поверхностные задиры
Появляются при удалении приспособлений, временно закрепленных на металле.

Задир может стать причиной возникновения трещины, особенно, если материал обладает низкой пластичностью. На неответственных конструкциях допустимы. Исправляется зачисткой с помощью шлифовки.
Утонение металла
Дефектом является изменение толщины металла в сторону уменьшения.

Является недопустимым, поскольку при его наличие происходит уменьшение прочности. Изъян хорошо виден, но для уточнения размеров делают измерения. Для ликвидации выполняют наплавку и производят зачистку.
Критичность дефектов
Помимо того, что надо знать дефекты сварных соединений и причины их возникновения, необходимо быть в курсе того, какое влияние они оказывают в дальнейшем на всю конструкцию при ее эксплуатации. Полная классификация дефектов сварных соединений содержит сведения об их критичности. Под этим словом понимается, допустимо ли применение конструкции с обнаруженным дефектом для эксплуатации, необходимо ли предварительное исправление или эксплуатация невозможна в принципе.
Многое зависит от условий, в которых будет использоваться конструкция. Так, например, один и тот же дефект не окажет особого влияния, если изделие будет находиться в помещение, и приведет к разрушению при эксплуатации на улице во время неблагоприятных погодных условиях. Поэтому вопрос, заданный в форме «допускаются ли подрезы сварных швов», будет некорректным. Необходимо точно указать, где планируется использовать конструкцию с таким дефектом.
Допустимые дефекты сварных соединений, как правило, предполагают их исправление. Разработаны многочисленные способы их устранения. Недопустимые дефекты сварных соединений исправлению не подлежат. Часто в требованиях упоминается «ответственность». Это означает, что конкретный дефект не может применяться только в ответственных конструкциях, в других его использование возможно.
По значимости виды дефектов сварных разделяются на:
- критические;
- значительные;
- малозначительные.
Это разделение, в частности, оказывает влияние на выбор метода контроля. Для малозначительных дефектов применять дорогое оборудование нецелесообразно. Зато затраты на критические будет экономически оправданы. Имеет значение и квалификация контролера. Начинающим следует поручить исследование незначительных изъянов.
Дефекты при сварке будут влиять на работоспособность всей конструкции. Поэтому при решении вопроса о годности сварного шва необходимо учесть все факторы, влияющие на допустимость его применения. Во внимание принимаются напряжения, которые возникнут в конструкции, физические характеристики материалов, условия эксплуатации, функции изделия. Основные дефекты сварных швов, признанные допустимыми, подлежат измерению, чтобы правильно выбрать оборудование и режимы на нем.
Интересное видео
подрез, свищ, непровар, наплыв, перегрев, трещина, прожог

Существуют несколько способов, помогающих отличить металл от шлака: Цвет. В процессе сварки под действием

Цветная дефектоскопия сварных швов относится к методу капиллярной дефектоскопии неразрушающего контроля. В ее основе

Тесты сварных соединений механическим методом используются для выявления их характеристик. Механические исследования чаще всего

Во время соединения металлов путем сваривания внутри шва или на его поверхности за счет

Радиография сварных соединений относится к методам неразрушающего контроля. Радиографический контроль предназначен для обнаружения в

Разрушающий контроль – исследование качества сварного соединения по воздействию на материал, при котором происходит
Распространенные дефекты сварных швов и методы их контроля
Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при ручной дуговой сварке, что при сварке под флюсом с применением автоматического сварочного аппарата. Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.

Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Содержание статьи
Распространенные дефекты
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.

В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная разделка кромок или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Читайте также: Исправление дефектов сварки
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили режим сварки или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления. Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
Читайте также: Способы предотвращения горячих трещин
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о методах контроля. Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
Визуально-измерительный контроль (ВИК) — это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.

Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
Радиационный контроль (его также называют радиографическим) — очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.

Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) — метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.

Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Читайте также: Неразрушающий контроль сварных соединений
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
ультразвуковая дефектоскопия и контроль соединений

Дефекты негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока , могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.

Внешние дефекты сварных швов.
Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: , электродуговая ручная сварка, автомат и т.п.

Причины дефектов сварных швов.
Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т.п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного , идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- напряжение дуги свыше нормы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.

Наименования дефектов сварного шва.
Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.
Важно! Если такой недостаток не заварить, прочность сварочного соединения и сечение шва снизится, а это повлечет за собой появление очагов образования трещин.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты

Разновидности сварных соединений.
К внутренним дефектам сварки причисляют:
- Холодные трещины.
Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам. - Горячие трещины.
Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей. - Поры.
Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.
Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
Также такие проблемы возникают при резкой остановке сварки, выполнении операций на сквозняках, работе с тонким металлом.
Дефекты контактной сварки сквозного типа – это:
- подрез при выполнении сварки;
- трещина;
- прожог.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.

Наплывы на внутренней и внешней стороне сварного шва.
Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков определят методы борьбы с ними.

Виды дефектов сварных соединений.
Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т.п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.