Отличия и назначение ABS, PLA и PCL пластиков для 3Д ручки.
Если вы уже стали счастливым обладателем 3D ручки, то уже обнаружили небольшое количество пластика, поставляемого в комплекте с ручкой. Как правило, это несколько маленьких мотков ABS или PLA пластика разного цвета, общая длина которых не превышает 10 метров.
Этого ознакомительного набора хватит на несколько 2D фигур или на одну-две 3D фигурки, а это значит, что пора задуматься о покупке «рабочих» наборов пластика для вашей 3D ручки.
В этой статье мы рассмотрим типы пластиков, с которыми работают 3D ручки и виды наборов пластика.
1.Типы пластика для 3Д ручек
Современные 3Д ручки работают с несколькими типами пластика, которые различаются по свойствам и имеют разное назначение.
Не все ручки поддерживают работу со несколькими типами пластика, так как температура плавления пластиков отличается. Какие типы пластика поддерживает ваша ручка можно узнать, прочитав инструкцию по использованию 3Д ручки.
Внимание! Использование неподходящего типа пластика или выбора неверного температурного режима может привести к поломке 3Д ручки и не гарантийному ремонту в сервисном центре.
Большинство современных 3Д-ручек второго поколения и выше могут работать с двумя типами пластика – ABS и PLA, для этого в конструкции ручки присутствует специальный переключатель температурного режима. Конструктивно, переключатель может выполняться в виде дисплея с кнопками, двухпозиционного тумблера или регулировочного винта, при этом регулировка производится с помощью маленькой отвертки, поставляемой в комплекте с ручкой.
Самый распространенный тип пластика – это ABS(АБС) пластик.
АБС (акрилонитрилбутадиенстирол) — этот тип пластика широко используется в промышленных целях — из него делаются части и корпуса бытовых приборов и мебели, детские игрушки, сантехнические изделия и многие другие предметы широкого потребления.
Такое широкое применение ABS пластик получил не просто так, он обладает преимуществами, которые позволяют использовать его повсеместно:
- Окрашивается в различные цвета.
- Нетоксичность в нормальных условиях
- Долговечность в отсутствии прямых солнечных лучей и ультрафиолета[3]
- Стойкость к щелочам и моющим средствам
- Влагостойкость
- Маслостойкость
- Кислотостойкость
- Теплостойкость 103 °C (до 113 °C у модифицированных марок)
- Широкий диапазон эксплуатационных температур (от −40 °C до +90 °C)
Фигуры и 3D модели, изготовленные при использовании 3Д ручки с ABS пластиком, получаются прочными и долговечными. Они абсолютно нетоксичны в бытовом применении – с ними ребенок может играть, купаться, использовать в песочнице – пластик выдержит грязь, мыльную воду и другие испытания.
Важно! Температура нагрева ABS пластика в 3Д ручке – от 200 до 240 градусов. При этой температуре ABS пластик выделяет пары акрилонитрила, поэтому продолжительная работа с ABS пластиком должна производиться в проветриваемых помещениях или рядом с вытяжкой/открытым окном.
АБС пластик нельзя использовать в контакте с горячей пищей. В лучшем случае можно использовать в контакте с холодными продуктами. Недопустим контакт с алкоголем – вещества алкоголя и ABS пластика вступают во взаимодействие и выделяют вредное вещество – стирол.
ПЛА (полилактид) — биоразлагаемый, биосовместимый, термопластичный, полиэфир. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник.
Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
PLA пластик является более безопасным по сравнению с ABS, при работе с ними в домашних условиях. Температура плавления PLA в 3D ручке — 173-180 градусов. При расплавлении этого типа пластика не выделяется вредных веществ, поэтому для работы ребенка с 3D ручкой рекомендуют именно этот тип пластика.
PLA пластик разлагается за несколько лет, поэтому долгоиграющие поделки делать из него не рекомендуется. Игрушки и детали лучше использовать в закрытых помещениях, вдали от прямых солнечных лучей.
Игрушки из PLA пластика боятся воды, повышенной влажности, температуры выше 60 °С – все эти факторы уменьшают срок службы изделия.
При разложении PLA пластик абсолютно безопасен для детей и не наносит никакого вреда окружающей среде, так как не выделяет вредных веществ.
PCL (поликапролактон) — биоразлагаемый полиэфир с низкой температурой плавления (60-90 градусов)
Для применения в 3Д ручках этот пластик начал использоваться сравнительно недавно. Цена этого пластика довольно высока по сравнению с ABS и PLA пластиками, поэтому большой популярности он не завоевал. Но благодаря своим свойствам он прочно занял свою нишу на рынке пластиков для 3Д ручек. Дело в том, что низкая температура плавления PCL пластика позволяет его использовать в 3Д ручках, которые работают от встроенного источника питания и не требуют постоянного подключения к розетке. Это позволяет использовать работать на открытом воздухе, работа без провода питания становится легче и удобнее.
Кроме того, температура сопла и пластика на выходе из ручки – не более 50 градусов, что делает ручку безопасной в работе даже для самых маленьких детей. Ребенок не получит ожога, даже если будет трогать сопло руками или расплавлять пластик прямо на кожу.
Еще одним интересным свойством этого пластика является то, что он становится мягким в горячей воде. Это значит, что фигурку из этого пластика можно легко изменить, нагрев в воде до температуры 60-70 градусов и придав ему новую форму голыми руками!
PCL пластик является материалом, безопасным для человека и окружающей среды, имеет широкую цветовую палитру.
Все эти факторы позволяют рекомендовать PСL для использования детьми.
Внимание! Перед покупкой PCL пластика убедитесь, что ваша ручка поддерживает печать данным материалом.
2. Выбор набора пластика
Многообразие представленных на рынке наборов пластика для 3D ручки может поставить в тупик покупателя или усложнить ему выбор необходимого набора. На первый взгляд все наборы отличаются только цветами и метражом. Но не все так просто, некоторые мелочи могут испортить впечатление при работе с 3Д ручкой. Давайте познакомимся с представленными на рынке наборами пластиков для 3D ручки.
Как правило, все представленные на рынке наборы можно охарактеризовать по следующим свойствам:
- тип пластика
- цветовая палитра (количество цветов). Обычно цветов в наборе бывает от пяти до двадцати. Стоит отметить, что не редко производители наборов хитрят и называют цвета более «аппетитными»: алый, цвет морской волны, восходящего солнца и тому подобными именами. По сути же, это обычные цвета — красный, бирюзовый, голубой, оранжевый и т.п. В лучшем случае вы получите эти цвета чуть изменённые, не отличимые на первый взгляд от стандартных цветов. При этом все эти «новые» цвета не дополняют основной цвет, а заменяют его. По этому в одном наборе вы не найдете красного и алого цвета.
- общее количество метров в наборе
- вес набора
- упаковка и размер мотков. Эта характеристика является важной при выборе набора, поэтому стоит внимательно отнестись к выбору. Дело в том, что для удешевления производства набора некоторые производители смешивают все цвета в один большой моток. Такой набор придется распутывать перед тем, как начать с ним работать. Это гарантированно отнимет время и может испортить ребенку первое впечатление от работы с 3D ручкой. Как правило, такие наборы продаются в закрытой коробке или непрозрачном пакете.
- размер мотка. Большие мотки пластика могут быть неудобны при хранении и транспортировке. Маленькие размеры мотка неудобны при разматывании, скручиваются и переплетаются при работе.
- способ скрепления мотка. Разделенные по цветам мотки пластика могут скрепляться несколькими способами, самые распространенные из которых:
— пластиковый хомут. Наиболее частый способ скрепить моток пластика. Для разрезания потребуются острые ножницы или кусачки. Повторно использовать нельзя. После использования оставшийся моток нужно скреплять или положить в пакет к остальным, смирившись с тем, что они запутаются.
— вакуумная упаковка. Одноразовая упаковка, для извлечения мотка могут потребоваться ножницы.
— клейкая лента. Наиболее удобный способ скрепления мотка. Позволяет после использования скрепить моток обратно в кольцо и зафиксировать клейкой лентой повторно.
Наборы пластика производителя «Орфей», представленные в нашем магазине, обладают оптимальным для работы диаметром мотков, пластик не скручивается и не запутывается.
Использование специальной клейкой ленты в мотках «Орфей», которая не оставляет следов на пластике, позволяет размотать необходимое количество пластика без применения дополнительных предметов (ножниц или кусачек) и скрепить оставшийся в мотке пластик повторно. Это повышает удобство и оставляет приятное впечатление от работы с 3Д ручкой.
| Свойства АБС пластика: | Свойства PLA пластика: | |
| АБС-пластик(ABS) — ударопрочный аморфный материал. Отличительные свойства АБС пластика: теплостойкость 110оС, выдерживает низкие температуры до -40оС, дает блестящую поверхность, имеет хорошую химическую стойкость, стоек к щелочам и смазочным маслам, характеризуется пониженными электроизоляционными свойствами, нестоек к УФ-излучению. | Наилучший материал для печати первых работ на 3D принтере. Изделие очень быстро затвердевает при использовании вентилятора для охлаждения. ПЛА обладает рядом преимуществ перед другими полимерами: получение более широкого ряда геометрии, минимальный термальный стресс, маленькая деформация. | |
| АБС пластик пригоден для нанесения гальванического покрытия, металлизации (имеются специальные марки АБС пластика), а также для пайки контактов. АБС-пластик рекомендуется для точного литья. Имеет высокую размерную стабильность. Сушка АБС-пластика в течение от 0,5 до 2 часов при температуре 70-80оС, в зависимости от производительности сушилки. | Полилактид отвечает концепции устойчивого развития, PLA более экологичен и безопасен, чем другие материалы, посколько для его синтеза используются ежегодно возобновляемые природные ресурсы (например кукурузного крахмала). | |
| ABS прочный и крепкий пластик, популярный в промышленности материал, используемый при производстве таких изделий, как автомобильные бампера, кубики конструктора Lego и т.д. По лёгкости 3D печати это второй материал, после PLA пластика, но нужно быть внимательным при печати больших объектов, поскольку по мере остывание модели возможны деформации. После печати на 3D принтере модели из ABS пластика, её можно легко отшлифовать и покрасить аэрозольной или акриловой краской. ABS пластик изготавливается из ископаемого топлива и не подвержен биологическому разложению. | PLA пластику достаточно гладкой поверхности для рабочего стола, без нагрева и каптона. | |
| ABS более хрупкий. При сильном ударе ABS сломается. | PLA более вязкий. При сильном ударе PLA погнется (то есть, он не такой хрупкий) | |
| ABS значительно жестче, и там, где PLA уже начинает гнуться, ABS сохраняет форму и держит нагрузки. | PLA пластик более скользок (поэтому его можно использовать в печатных подшипниках скольжения). | |
| ABS пластик прекрасно растворяется в обыкновенном ацетоне (это необходимо для химической обработки готовой модели). | PLA пластик можно растворить только в феноле, в limonene и в концентрированной серной кислоте. | |
| ABS — значительно долговечнее, не разлагается, из нефтепродуктов. И хотя многие пишут, что детские игрушки из него лучше не делать, ЛЕГО печатается из ABS. | PLA — делается из растительных материалов, разлагается за 2 года, долгоиграющие вещи из него делать бессмысленно, но зато он более гладкий, и именно из него печатают подшипники для моделей. Так же он максимально безопасен для детей, т.к. весь из растительности. | |
| ABS используется для изготовления: | PLA используется для изготовления: | |
| — Крупных деталей автомобилей (приборных щитков, элементов ручного управления, радиаторной решётки) | — Полилактид применяется для производства экологически чистой биоразлагаемой упаковки, одноразовой посуды, средств личной гигиены. Биоразлагаемые пакеты из полилактида используются в таких крупных торговых сетях как Wal mart и K-mart. | |
| — Корпусов крупной бытовой техники, радио- и телеаппаратуры, деталей электроосветительных и электронных приборов, пылесосов, кофеварок, пультов управления, телефонов, факсовых аппаратов, компьютеров, мониторов, принтеров, калькуляторов, другой бытовой и оргтехники | — Детали из ПЛА имеют хорошее скольжение, из них можно делать подшипники скольжения. | |
| — Корпусов промышленных аккумуляторов | — Ввиду своей биосовместимости, полилактид широко применяется в медицине, для производства хирургических нитей и штифтов, а также в системах доставки лекарств. | |
| — Спортинвентаря, деталей оружия | — Упаковочные изделия из полилактида — экологически чистая альтернатива традиционной бионеразлагаемой упаковке, на основе нефти. | |
| — Мебели | — Детские игрушки и принадлежности. | |
| — Изделий сантехники | — | |
| — Выключателей, переключателей | ||
| — Канцелярских изделий | ||
| — Настольных принадлежностей | ||
| — Игрушек, детских конструкторов | ||
| — Чемоданов, контейнеров | ||
| — Деталей медицинского оборудования, медицинских принадлежностей (гамма-стерилизация) | ||
| — Смарт-карт | ||
| — Как добавка, повышающая теплостойкость и/или улучшающий перерабатываемость композиций на основе ПВХ, ударопрочность полистирола, снижающая цену поликарбонатов. | ||
| Недостатки ABS пластика: | Недостатки PLA пластика: | |
| — Невысокая устойчивость к ультрафиолетовому излучению; | Дороже АБС. | |
| — Растворимость в бензоле, ацетоне, эфире, анизоле, анилине, этилхлориде и этиленхлориде. | Разлагается года за два — для долгоиграющих вещей лучше не использовать. | |
| — Невысокая устойчивость к атмосферным воздействиям | Как дополнительный минус — ацетон его не берёт почти. | |
| — Невысокие электроизоляционные свойства (в отличие от полистирола) | ||
| Характеристики/свойства/преимущества | ABS | PLA |
| Толерантный к наружной температуре и воздушным потокам | — | + |
| Палочки для построения пластины очень надежны, без скручивания или раздвижные | — | + |
| Можно печатать без нагретой платформы | — | + |
| Малая усадка | — | + |
| Доступен в полупрозрачных, блестящих и другие видах | — | + |
| Возобновляемый и экологически чистый | — | + |
| Требуется меньше тепла и энергии | — | + |
| Стабильность размеров | — | + |
| Отлично подходит для механических моделей и движущихся частей | + | ++ |
| На основе кукурузного крахмала | — | + |
| На нефтяной основе | + | — |
| Имеет тенденцию трескаться | + | — |
| Гибкая деформация | + | — |
| Быстрая и жесткая деформация | — | + |
| Технические характеристики | ||
| Плотность | 1,05 г/см3 | 1,25 г/см3 |
| Предел прочности на разрыв | 30 МПа (2400 МПа (23°C) | 40 МПа |
| Ударная прочность | 130 (при 23°C), 100 (при −30°C) КДж/м2 | — |
| Модуль упругости при растяжении | 1627 МПа | — |
| Модуль упругости при растяжении при 23 °С | 1700 — 2930 МПа | — |
| Модуль упругости при изгибе | 1834 МПа | — |
| Коэффициент удлиннения | 6% | 30% |
| Электрическая прочность | 12-15 МВ/м | — |
| Влагопоглощение | 0,2-0,4 % | — |
| Температура размягчения | ~ 100°C | ~ 50°C |
| Температура плавления | ~ 220°C | ~ 180°C |
| Температура самовоспламенения | ~ 395°С | — |
В чём разница между abs и pla пластиком, для чего подходит, как использовать
Все утверждают, что пластик вреден. Но точно ли это утверждение? Оказывается, не всегда. В век, когда сохранению экологии уделяется большое внимание даже пластик может быть безопасным. Давайте разберём, что такое abs и pla пластик, и какие в них основные отличия.

Что такое abs пластик
Данный вид изготавливается, как и многие другие окружающие нас предметы, из нефти. Это термопластик. То есть он расплавляется при определённой температуре, а затем используется для изготовления различных элементов. Это может быть кухонная утварь, корпусы электроники, бытовые приборы и многое другое.
На заметку! Изначально использовался в основном для изготовления одноразовой посуды.
 В изначальной форме он прозрачный, но в процессе обработки в него добавляют краску, и он может принимать любой цвет.
В изначальной форме он прозрачный, но в процессе обработки в него добавляют краску, и он может принимать любой цвет.
Что такое pla пластик
Этот вид относится к экологически чистым. Он изготавливается из растительных культур – сахарная свёкла, кукуруза, картофель и др. В его основе лежит крахмал. В результате получается прочный и эластичный термопластик.
На заметку! Изначально pla пластик был разработан для создания продуктовых упаковок.
 На данный момент pla, как и abs, по большей части используется для 3D печати, то есть изготовления различных деталей, креплений, корпусов, ёмкостей с помощью 3D принтера.
На данный момент pla, как и abs, по большей части используется для 3D печати, то есть изготовления различных деталей, креплений, корпусов, ёмкостей с помощью 3D принтера.
PLA и ABS пластики можно приобрести в небольшом количестве для 3d печати в домашних условиях.
В чём разница между абс и пла пластиком
Независимо от того, приобретаете вы пластик как сырьё для изготовления деталей или покупаете уже готовое изделие, разницу, преимущества и недостатки каждого стоит знать. Сравним свойства PLA и ABS.
 PLA более экологичный. Учитывая способ и основу для изготовления каждого из рассматриваемых видов, вывод в вопросе экологичности напрашивается сам.
PLA более экологичный. Учитывая способ и основу для изготовления каждого из рассматриваемых видов, вывод в вопросе экологичности напрашивается сам.- Температура плавления первого более низкая, поэтому он не подходит для изготовления элементов, которые будут находиться в помещении с относительно высокой температурой. Например, контейнера для разогревания еды в микроволновке или деталей автомобиля.
- Запах. Этот параметр также полностью зависит от условий изготовления сырья. Так как pla изготовлен из натурального сырья, при печати он издаёт сладковатый запах масла. Abs имеет характерный запах расплавляющейся пластмассы.
- Изготовление элементов. Во время и после печати деталей пластики по-разному себя ведут. В этом отношении abs более прост. После извлечения детали из принтера он может пузыриться, однако, его достаточно высушить тёплым воздухом (70 градусов), например, в духовке. Сырой pla может не только пузыриться, но и деполимеризоваться при взаимодействии с влажной средой, поэтому он сложен в домашней печати, где нет идеальных условий. При неправильной сушке он может потерять цвет и несколько деформироваться.
- Хранение. Оба пластика не любят влагу и высокую температуру. Однако abs лучше переносит условия внешней среды, нежели экологичный pla.
 PLA более экологичный. Учитывая способ и основу для изготовления каждого из рассматриваемых видов, вывод в вопросе экологичности напрашивается сам.
PLA более экологичный. Учитывая способ и основу для изготовления каждого из рассматриваемых видов, вывод в вопросе экологичности напрашивается сам.Что лучше
 Чтобы сделать вывод, что лучше, учитывая все вышеперечисленные характеристики, необходимо разобраться, для чего вам нужен тот или иной вид пластика.
Чтобы сделать вывод, что лучше, учитывая все вышеперечисленные характеристики, необходимо разобраться, для чего вам нужен тот или иной вид пластика.
Так, PLA больше похож на стекло по внешнему виду. Он в основном используется в художественных целях, так как с его помощью можно легко сделать тонкие слои деталей, острые и точные углы. Также его пластичность помогает с лёгкостью добиться точности изготовления мелких деталей крепежа. К тому же многих привлекает отсутствие резкого неприятного запаха при печати pla пластиком.
ABS подходит в тех случаях, когда необходимо создать прочную износостойкую деталь, неприхотливую к условиям внешней среды. Этот материал более прочен, не так быстро разлагается, легко поддаётся обработке и шлифовке, но имеет неприятный запах во время плавления.
Вывод №1: abs используется в промышленных целях, abs подходит для домашней 3д печати.
Вывод №2: если отдаёте предпочтение красоте и экологичности материала, выбирайте pla, если для вас важна прочность и долговечность – abs.
Подробный гид по выбору пластика для 3D-печати
Содержание:

Введение
Каждый, кто начинает заниматься 3D-печатью, задается вопросом: “Чем печатать, с чего начать?” На рынке десятки доступных пластиков для 3D-печати, производящихся в форме филамента — прутка намотанного на бобины. Разнообразие материалов может ввести неподготовленного человека в замешательство. Какой пластик для 3D-печати выбрать — именно тот вопрос, с решением которого данная статья поможет определиться начинающему 3D-печатнику.
Диаметр
В стародавние времена, когда экструдеры были большими, а скорость печати — маленькой, инструкция по приготовлению пластика для печати начиналась приблизительно так: “Возьмите термоклей для клеевого пистолета…”.
В поиске материалов для 3D-печати, первые энтузиасты обратили внимание на пруток для сварки пластика, он был диаметром 3 мм. И долгое время диаметр 3 мм оставался стандартом для любительской 3D-печати.
Но у этого диаметра есть недостаток: для работы с таким прутком необходимо достаточно большое усилие на экструдере, что требовало установки дополнительного редуктора.

Из-за стремления к удешевлению оборудования, диаметр прутка был сильно уменьшен и сейчас составляет 1,75 мм, что теперь стало стандартом. Малый диаметр филамента позволяет проталкивать его шестеренкой, надеваемой непосредственно на двигатель экструдера.
Пруток диаметром 3 мм, из-за его повышенной жесткости, до сих пор любят производители топовых 3D-принтеров с экструдером типа “боуден”. Например, его используют принтеры производства Ultimaker.
При выборе пластика для печати решающее значение имеет назначение печатаемых деталей. Также важны характеристики используемого принтера, так как не каждый пластик подойдет к каждому принтеру — помимо диаметра филамента, имеют значение его температура плавления, жесткость, наличие или отсутствие у принтера подогреваемой платформы и закрытой камеры.
Перейдем к рассмотрению типов пластиков:
Материалы
PLA (Полилактид)
PLA (Полилактид) — биоразлагаемый пластик, в основе которого находится молочная кислота. Производится из сахарного тростника или кукурузы. Может также производиться из других натуральных продуктов, таких как картофельный крахмал или целлюлоза.

Параметры печати:
-
Температура экструзии — 190-230°C
-
Температура стола — 20-60°C
-
Обдув — желателен
-
Межслойная адгезия — хорошая
-
Адгезия к столу — хорошая
Технические характеристики:
-
Температура плавления — 175-180°C
-
Температура размягчения — 50°C
-
Температура эксплуатации изделий — -20+40°C
-
Твердость (по Роквеллу) — R70-R90
-
Относительное удлинение при разрыве — 3,8%
-
Прочность на изгиб — 55,3 МПа
-
Прочность на разрыв — 57,8 МПа
-
Модуль упругости при растяжении — 3,3 ГПа
-
Модуль упругости при изгибе — 2,3 ГПа
- Температура стеклования — 60-65°C
-
Плотность — 1,23-1,25 г/см³
-
Минимальная толщина стенок — 1 мм
-
Точность печати — ± 0,1%
-
Усадка при изготовлении изделий — нет
-
Влагопоглощение — 0,2-0,4%
Данный пластик нетоксичен и представлен разными производителями в широкой цветовой гамме.

Является одним из самых популярных пластиков для 3D-печати. Хорошо подходит для печати дома. Причиной данной популярности являются следующие характеристики:
Плюсы:
-
-
Не требует подогреваемого стола и не боится сквозняков при печати, а значит может использоваться для печати на самом дешевом китайском принтере с открытым корпусом.
-
Нетоксичен. Во время печати приятно и несильно пахнет, что позволяет печатать им в квартире без использования специальной вытяжки.
-
Твердый, прочный и скользкий, широкий диапазон применений.
-
Производится из натуральных компонентов, может использоваться для контакта с пищевыми продуктами.
-
Биоразлагаемый, вещи из данного пластика не наносят вреда окружающей среде при утилизации.
Минусы:
-
Под воздействием воздуха и ультрафиолета, как и любой натуральный материал, со временем становится более хрупким, вследствие чего не рекомендуется для долговременного применения при больших физических нагрузках или использования без защитного покрытия на открытом воздухе.
-
Низкая температура размягчения (50°C) — в салоне машины, оставленной на солнце в жаркий день, легко размягчается и теряет форму.
-
Узкий температурный диапазон использования (-20 — +40°C).
-
Высокая твердость пластика затрудняет его механическую обработку.
-
Пластик некоторых производителей, из-за высокого содержания остаточных мономеров, склонен к образованию пробок в цельнометаллических хотэндах.
Исходя из достоинств и недостатков данного пластика, можем обозначить следующие способы его применения.
3D-печать крупногабаритных изделий.

3D-печать изделий с точными размерами.

3D-печать декоративных элементов мебели.

3D-печать элементов интерьерного декора.

3D-печать изделий под покраску.

3D-печать прототипов корпусов и механических изделий.

Для дома, 3D-печать деталей, 3D-печать моделей, макетирование, 3D-печать корпусов и электроники, 3D-печать фурнитуры, 3D-печать посуды, пищевой пластик для 3D-принтера, биоразлагаемый пластик для 3D-принтера, пластик для 3D-принтера pla.
ABS (акрилонитрилбутадиенстирол)
ABS (акрилонитрилбутадиенстирол) — ударопрочный пластик, очень популярен в промышленности и 3D-печати. Изделия из ABS достаточно прочны, поэтому его часто используют для печати функциональных объектов, имеющих практическое применение.

Параметры печати:
-
Температура экструзии — 210-245°C
-
Температура стола — 90-120°C
-
Обдув — нежелателен
-
Межслойная адгезия — средняя
-
Адгезия к столу — средняя
Технические характеристики
-
Температура плавления — 175-210°C
-
Температура размягчения — 100°C
-
Температура эксплуатации — -40+80°C
-
Твердость (по Роквеллу) — R105-R110
-
Относительное удлинение при разрыве — 6%
-
Прочность на изгиб — 41 МПа
-
Прочность на разрыв — 22 МПа
-
Модуль упругости при растяжении — 1,6 ГПа
-
Модуль упругости при изгибе — 2,1 ГПа
-
Температура стеклования — 105°C
-
Плотность — 1,1 г/см³
-
Точность печати — ± 1%
-
Усадка при изготовлении изделий — до 0,8%
-
Влагопоглощение — 0,45%
Выпускается различными производителями в широком ассортименте цветовых оттенков. Некоторые производители, для снижения стоимости, выпускают его без катушек.

Из-за невысокой стоимости сырья, является одним из самых доступных по цене пластиков.
Плюсы:
-
Хорошее сочетание прочности и упругости позволяет использовать его для изготовления механических изделий рассчитанных на долгий срок эксплуатации.
-
Широкий диапазон используемых температур позволяет эксплуатировать изделия из него в технических целях.
-
Простота механической обработки, в комплексе с химическим сглаживанием поверхности недорогими растворителями типа ацетона, позволяют делать декоративные изделия или корпуса с высоким качеством поверхности.
Минусы:
-
Плохо переносит воздействие ультрафиолетового излучения, желтеет на солнечном свете, что ограничивает применение неокрашенных поверхностей на улице
-
Не любит сквозняков при печати, что ограничивает применение дешевых принтеров с открытым корпусом.
-
Из-за относительно высокой усадки склонен к деламинации (расслоению), требует наличия подогреваемого стола, без него возникают проблемы с прилипанием к столу первого слоя.
-
В процессе печати может образовываться неприятных запах, печатать лучше в проветриваемом помещении, или оснащать принтер специальной системой вытяжной вентиляции, с выводом за пределы квартиры.
Эти свойства обуславливают следующие применения данного пластика:
Печать декоративных изделий с последующей обработкой.

Печать механических изделий.

Мелкосерийная печать корпусов и комплектующих.

Печать изделий, рассчитанных на долгий срок службы в отсутствие воздействия прямого солнечного света.

Для дома, 3D-печать деталей, 3D-печать моделей, производство, макетирование, протезирование, 3D-печать корпусов и электроники, 3D-печать механизмов, 3D-печать фурнитуры, пластик для печати табличек, 3d печать в рекламе, промышленный пластик для 3D-принтера, прочный пластик для 3D-принтера, abs пластик для 3D-принтера
HIPS (высокопрочный полистирол)
HIPS (высокопрочный полистирол) — достаточно мягкий пластик, создавался для использования совместно с ABS, для поддержек при двуэкструдерной 3D-печати. Этому способствовали его следующие свойства: одинаковая с ABS температура экструзии, низкая спекаемость с ABS, наличие растворителя (D-Limonene), который растворяет HIPS и не растворяет ABS.

Параметры печати:
-
Температура экструзии — 210-245°C
-
Температура стола — 90-120°C
-
Обдув — нежелателен
-
Межслойная адгезия — средняя
-
Адгезия к столу — средняя
Технические характеристики
-
Температура плавления — 175-210°C
-
Температура размягчения — 97°C
-
Температура эксплуатации — -40+70°C
-
Твердость (по Роквеллу) — L79
-
Относительное удлинение при разрыве — 64%
-
Прочность на изгиб — 37,6 МПа
-
Прочность на разрыв — 16,4 МПа
-
Модуль упругости при растяжении — 0,93 ГПа
-
Модуль упругости при изгибе — 1,35 ГПа
-
Температура стеклования — 55°C
-
Плотность — 1,05 г/см³
-
Точность печати — ± 0,5%
-
Усадка при изготовлении изделий — 0,4%
-
Влагопоглощение — 1%
Но его характеристики сделали возможным использование данного пластика и для самостоятельного применения. На данный момент выпускается различными производителями в широком диапазоне цветов, однако меньшем, чем для PLA или ABS.

Плюсы:
-
Меньшая усадка, чем у ABS, что делает его пригодным для печати точных изделий.
-
Меньшая плотность, чем у PLA, что позволяет печатать изделия, где необходима легкость конструкции.
-
Мягкость поверхности, которая гарантирует простоту механической обработки.
-
Матовость, которая придает эффект сглаженности изделиям.
-
Температура размягчения почти как у ABS, что позволяет использовать его в уличных условиях.
Минусы:
-
Как и ABS, требует подогреваемой платформы и подвержен деламинации, хоть и в меньшей степени.
-
Меньшая, чем у ABS, прочность на изгиб и, как следствие, большая хрупкость изделий.
-
Низкая устойчивость к ультрафиолетовому излучению, что ограничивает использование изделий на солнечном свете.
Все это позволяет использовать данный пластик для производства мебельного декора и интерьерных украшений.

Основное применение — это печать поддержек для ABS.
Печать пластиком ABS на холодном столе / МАСТЕР КИТ corporate blog / Habr
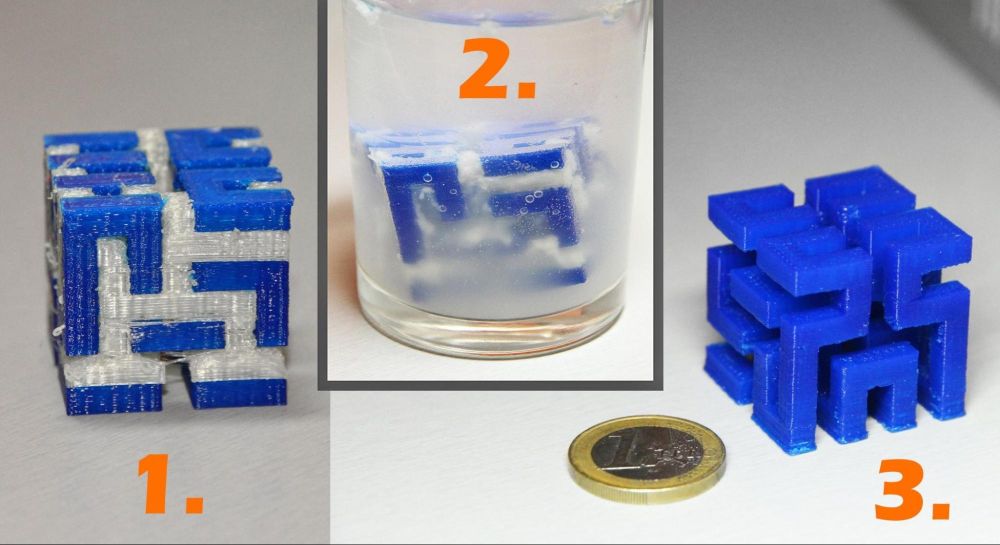
Информация о наличии у меня 3D принтера потихоньку распространяется среди моих друзей и знакомых… Всякий зашедший в гости требует доступ к девайсу и демонстрацию печати, надолго зависая над завораживающим процессом. Но вот один из зашедших поставил реальную задачу: напечатать некое удерживающее устройство, размещаемое в химическом растворе. Раствор не должен растворять пластик, но при проверке выяснилось, что не растворяется только ABS, а PLA не то, чтобы растворяется, но «плывет», теряя геометрию.Как известно, пластик типа ABS имеет свойство существенно больше, чем PLA, расширяться при нагревании, и сужаться при охлаждении. Основным следствием этого является практически неизбежный отрыв детали или ее частей от стола в процессе печати и связанное с этим непоправимое искажение размеров. Подогреваемого стола у меня нет, а устройство необходимо срочно, поэтому я себе, соответственно, поставил задачу научиться печатать ABS-ом на холодном столе. Поэкспериментировав с синим скотчем, канцелярским клеем, лаком для волос (темное пиво не пробовал, но в сети есть прецеденты) и другими материалами, я нашел приемлемый для моих задач и принтера способ.
Стекло стола покрывается слоем клея ПВА, который растирается до получения равномерного тонкого слоя. Не застывший клей ПВА, как известно, белый и непрозрачный, а застывший – прозрачный. По наступлению прозрачности клея и определяется готовность поверхности к печати. Но долго ждать тоже не стоит, при начале печати клей должен быть свежезастывшим. Очень важным моментом при начале печати является правильность калибровки стола (автолевелинг). Я применяю калибровку по 9 точкам, это занимает чуть больше пары минут, но вполне оправдывается хорошим результатом калибровки. Первый слой должен быть максимально возможно тонким, экструдер должен буквально «вмазывать» пластик в пленку клея. Только в этом случае обеспечивается хорошая адгезия ABS к столу. При этом я использую в настройках слайсера Cura адгезию типа «край» не менее 5 мм (лучше больше, если есть возможность по габаритам детали). Первый слой можно печатать на пониженной скорости с повышенной подачей пластика. Я включаю в Repetier Host 80% скорости печати и 120-130% подачи. Обдув при этом выключен. После печати первого слоя я включаю небольшой обдув (30%), и ставлю скорость и подачу на 100%.
После завершения печати надо дождаться, когда деталь полностью остынет, и очень аккуратно отделить ее (вместе с «юбкой») от стола тонким шпателем, поскольку деталь прилипает к столу весьма прочно, и есть опасность оторвать один или несколько нижних слоев.
Очень помогает в принтере MC2 возможность легко снимать стол и ставить его обратно. Если наносить клей можно и на установленный стол (хотя удобнее снять), то отмывать его от ПВА лучше под струей горячей воды. Те места, которые не контактировали с печатаемой деталью, отмываются просто пальцем, а те, где деталь прилипала, только шпателем. Это говорит о том, что клей в этих местах фактически присыхает к стеклу под воздействием температуры.
Врать не буду, у меня не всегда получается напечатать любую деталь из ABS с первого раза, но приобретя некоторый опыт, можно добиться хороших результатов. Например, я так и не смог напечатать диск диаметром около 100 мм и толщиной 10 мм со 100%-ым заполнением – он всегда отрывался. При 30%-ом заполнении такой диск был напечатан.
Похоже, что надо разрабатывать модели с разрезами и вырезами, если это возможно, чтобы максимально уменьшать напряжения, вызываемые усадкой пластика при охлаждении.
Следующие фотографии иллюстрируют этапы нанесения клея на стол, процесс печати и ее результаты:
Свеженанесенный клей ПВА:
Клей почти высох, можно печатать:
Печатаем болты M8:
Только что закончилась печать:
Видно, как немного отходит «юбка» края возле головок болтов, но держится:
Резьба и без всякой постобработки получились достаточно хорошей, а после обработки резьбы одним проходом плашки M8 просто руками – резьба очень хорошая:
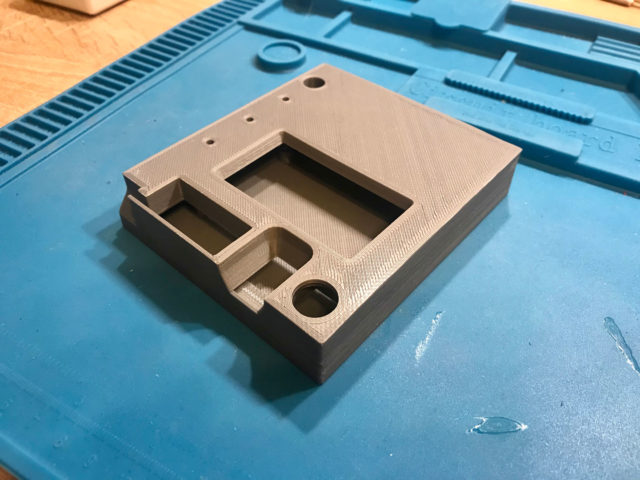
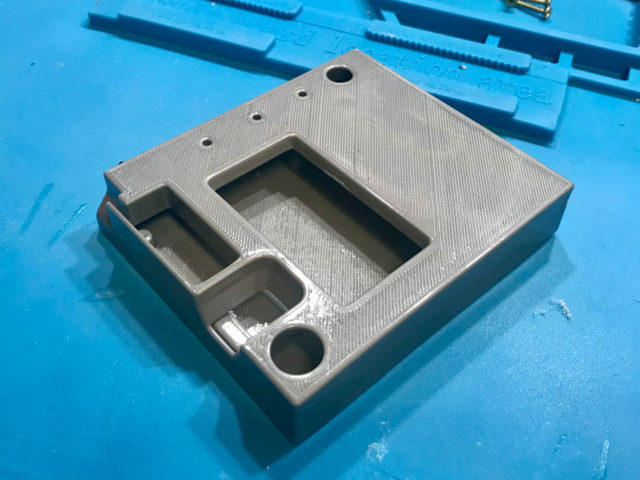
Уже напечатанные части устройства (тоже из ABS пластика), для которого допечатывались болтики:
Поверхности деталей из ABS, которые прилегали к холодному столу при печати. В качестве бонуса, раз уж пластик ABS заправлен в принтер, напечатал несколько крючков на раму рабочего стенда для подвески всяких проводов и инструментов:
Крючки в работе:
Мораль: не бойтесь экспериментировать с печатью пластиком ABS на холодном столе, при некотором упорстве и навыке у вас это получиться.
А домашний 3D-принтер – устройство полезное, что бы не говорили злопыхатели!
Предыдущая статья: 3D-принтер как домашний инструмент
ЧТО ЛУЧШЕ ABS ИЛИ PLA? РАЗРУШАЕМ МИФЫ. / Статьи
Какой пластик лучше?
PLA-ПЛАСТИК (ПОЛИЛАКТИД)
Это полностью биоразлагаемый, безопасный, экологически чистый продукт, полученный из кукурузы или сахарной свеклы. При его производстве не используется ископаемое топливо. Во время работы, при нагревании, PLA издает полусладкий запах. Благодаря этим характеристикам PLA-пластик является наиболее подходящим материалом для использования в закрытых помещениях, в школах и офисах. PLA-пластик является наилучшим материалом для начала работы с 3D-принтером. Более низкая степень деформации этого пластика способствует правильной печати модели, а также обеспечивает высокое разрешение печати, позволяющее создавать модели большей геометрический сложности чем при использовании ABS. Во время печати PLA-пластиком рекомендуется использовать вентилятор для более быстрого затвердевания изделий и достижения более высокого качества печати. Основной недостаток PLA-пластика – это отклеивание углов (деламинация). Не впитывает влагу.
ABS-ПЛАСТИК (АКРИЛОНИТРИЛБУТАДИЕНСТИРОЛ)
Это прочный и крепкий полимер, полученный из ископаемого топлива, используемый для производства кубиков конструктора Лего и пластиковых чехлов для телефона. При печати больших объектов будьте осторожны, так как возможно деформирование, вызванное тепловым искажением во время остывания частей. Из-за высокой температуры плавления ABS-пластика рекомендуется использование платформы с подогревом для печати, что также позволяет обеспечить правильную адгезию слоев и помогает избежать таких проблем как warping (скручивание углов). Для улучшения адгезии также возможно использование каптоновой ленты. Применение ABS-пластика рекомендуется для изготовления деталей, подвергающихся воздействию высоких температур. Для обработки готовых изделий из ABS-пластика и смягчения поверхности используется ацетон (в виде пара в закрытой ёмкости или с помощью специальной щетки), также можно покрыть поверхность модели акриловой краской. Типичные недостатки ABS-пластика — это образование трещин, скручивание углов и отделение слоев.
Общие характеристики
Оба пластика можно сверлить, шлифовать, полировать и красить акриловой краской. В продажу поставляются в виде катушек весом 1 кг, с диаметром нити 1,75 или 3 мм.
Мифы о PLA-пластике
- Растворяется в воде и деформируется во влажной среде. Растворимый в воде пластик — это PVA (поливинилацетат), а не PLA.
- Являясь биоразлагаемым, разлагается за несколько месяцев. Изделие разлагается только в том случае, если его подвергнуть воздействию атмосферных агентов в течение длительного времени. Кроме того, использование материалов с подобными характеристиками является одним из способов заботы об окружающей среде.
- ABS-пластик намного прочнее PLA. При изготовлении пластмассовых предметов методом литья под давлением, детали из ABS-пластика являются более прочными. Технология трехмерной печати основана на методе послойного наплавления. Таким образом, если адгезия слоев PLA-пластика выше чем у ABS, предметы, изготовленные с его использованием, будут намного прочнее.
| Технические характеристики | PLA | ABS |
| Плотность (гр/см3) | 1.25 | 1.05 |
| Предел прочности на разрыв (МПа, 23 ºC) | 28 МПа | 30 МПа |
| Температура размягчения | ~ 60 °C | ~ 110 °C |
| Температура плавления | ~ 180 °C | ~ 220 °C |
| Температура экструзии | ~190-200 °C | ~220 °C |
| ABS | PLA |
| Необходимо использование подогреваемой платформы (увеличение затрат электроэнергии) | Использование подогреваемой платформы не является строго необходимым |
| Хорошие результаты без использования вентилятора во время печати | Настойчиво рекомендуется использование вентилятора при печати |
| Лучшая адгезия при использовании каптоновой ленты | Хорошая адгезия на различные поверхности |
| Ограниченная прочность пластика | Более высокая четкость при печати, более высокая адгезия слоев |
| Предрасположен к появлению трещин, отделению слоев и скручиванию углов | Предрасположен к отклеиванию углов и образованию выпуклостей |
| Более гибкий. Гнется прежде чем сломаться | Более жесткий. Не гнется, сразу ломается |
| Гнется при использовании адгезивных веществ или растворителей (ацетона) | Гнется при использовании адгезивных веществ |
| При печати образуется дым с неприятным токсичным запахом. | Приятный полусладкий запах при экструзии. |
| Изготовлен из ископаемого топлива | Изготовлен из остатков биомассы |
Источник
ABS пластик от компании PrintProduct. Краткий обзор и отзыв | Пластики PrintProduct
![]() Всем привет! Я думаю, что вы уже читали мои обходы пластиков от других производителей и статьи вам понравились. Если вы их еще не читали, то можете перейти в рубрику «Материалы для 3Д печати» и ознакомиться со всеми статьями и обзорами, посвященными данной тематике.
Всем привет! Я думаю, что вы уже читали мои обходы пластиков от других производителей и статьи вам понравились. Если вы их еще не читали, то можете перейти в рубрику «Материалы для 3Д печати» и ознакомиться со всеми статьями и обзорами, посвященными данной тематике.
А сегодня у меня на обзоре гость из города шаверм, паребриков и эрмитажа — пластик Санкт-Петербургского производителя, компании Print Priduct. На операционный, хотя лучше сказать горячий стол, попал ABS пластик от этого производителя. В наличие у меня есть 2 катушки, одна серого цвета, вторая оранжевого. Оранжевый я открывать не буду, пускай останется про запас, рассказ пойдет о сером пластике.
И так, приступим.
Давайте я немного изменю формат обзора и в этот раз начну не с внешнего вида а с производителя и его видения пластика. Думаю так будет правильнее. Уж простите, я не профессиональный обзорщик, а так.. Любитель, который всегда готов поделиться своим мнением и впечатлениями.
Пластик серии ABS GEO представлен в следующих цветах: Алюминий, Белый, Бордовый, Бирюзовый, Голубой, Желтый, Зеленый, Красный, Коричневый, Натуральный, Оранжевый, Розовый, Салатовый, Серый, Синий, Сиреневый, Черный, Фиолетовый.
Напоминаю, гостем нашего обзора является пластик серого цвета, пластик оранжевого цвета ждет своего часа на скамейке запасных.
На сайте производителя ABS пластика Print Product представлена следующая информация:
GEO пластик PrintProduct
GEO — это сбалансированная марка материалов для 3D-печати, включающая в себя все те лучшие качества, которые необходимы для достижения наилучшего качества 3D-печати.
GEO означает, что материал прошёл испытания, имеет сертификат, а так же соответствует максимальным вашим требованиям и способен показать наилучшие результаты.
GEO материалы имеет индивидуальные красители, подобранные специально под каждый материал, для достижения максимальной спекаемости и наилучшей печати. Имеют минимальную усадку для данного вида материала. Обработка как химическими, так и механическими средствами, происходит при минимальном воздействии.
Все эти свойства необходимы для качественной печати с наилучшими результатами. Выбираете GEO, выбираете лучшее.ABS GEO пластик PrintProduct
Промежуточная марка с усреднёнными физико-механическими свойствами, специально разработана для начинающих пользователей 3D-принтера. Не требует высоких температур как экструдера, так и стола. Напечатанная модель легко поддаётся дальнейшей обработке. Идеально подойдёт для печати 3D-ручкой.АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3h4N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом(название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола.
Производство одного килограмма АБС требует эквивалента примерно 2 кг нефти в виде материалов и энергии. Также он может быть повторно переработан.
Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США.
Свойства:
Непрозрачный. Окрашивается в различные цвета.Нетоксичность в нормальных условиях.
Долговечность в отсутствии прямых солнечных лучей и ультрафиолета
Стойкость к щелочам и моющим средствам
Влагостойкость
Маслостойкость
Кислотостойкость
Теплостойкий 103 °C (до 113 °C у модифицированных марок)
Широкий диапазон эксплуатационных температур (от −40 °C до +90 °C)
Растворяется в сложных эфирах, кетонах, 1,2-дихлорэтане, ацетоне, этилацетате.
Плотность 1.02-1.06 г/см³
Применение:
— Прототипирование;
— Используется в слабонагруженных моделях;Преимущества:
— Низкий % усадки;
— Легко поддаётся обработки химическим и физическим путём;
— Цвета все я ркие и насыщенные;
— Нетоксичен;
— Отличное скольжение деталей;
— Гладкость поверхности напечатанного изделия;
Это все конечно круто! На сайте представлено большое количество информации, однако информации по делу практически не указано. Ни тебе температуры печати, ни температуры стола. Про рекомендуемую скорость печати я вообще молчу. На вопрос как лучше печатать данным материалом ответа нет. А очень жаль. Только маркетинг. Ну значит будем разбираться сами. Что уж поделаешь. Перейдем к рассмотрению внешнего вида и упаковки.
Упаковка и внешний вид
Пластик поставляется на пластиковой катушке. Катушка с пластиком упакована в прозрачный пакет из жесткого полиэтилена. Все это дело завакуумировано. Катушка поставляется без коробки. И в это заключается основная проблема. Дело в том, что для упаковки используется очень жесткий полиэтилен, который очень легко повреждается в процессе транспортировки, а как следствие — теряется герметичность упаковки и пластик начинает впитывать влагу из воздуха.
Вот так выглядит катушка пластика в целой упаковке:

А вот так выглядит катушка пластика в поврежденной упаковке:

Катушка в поврежденной упаковке на примере пластика PLA
Увы, больше запечатанных разваакуумированных катушек с пластиком ABS у меня не оказалось, так что для примера взял катушку PLA от этого производителя.
При транспортировке будьте аккуратнее. Хорошо упаковывайте катушки. Мне не повезло. Упаковка серой катушки оказалась повреждена. Так что придется сушить.
На катушке имеется одна меленькая наклейка, благодаря которой можно идентифицировать производителя пластика и тип пластика, однако, рекомендуемые параметры печати отсутствуют и тут. Ну это уже совсем обидно. Как так?!


Были произведены измерения диаметра прутка. Среднее значение составило 1,67 мм, однако минимальный диаметр прутка составил 1,62 мм, а максимальный 1,73 мм. На мой взгляд это довольно существенные колебания диаметра, корыте могут привести к нестабильности экструзии.
Ну и вот несколько фото нашего сегодняшнего испытуемого:


Сушка
ABS пластик необходимо сушить при температуре около 75 градусов около 3х часов. Для такой процедуры отлично подойдет обычный бытовой духовой шкаф. Для улучшения качества сушки пластика рекомендую включить конвекцию. Загружаю пластик в духовку и начинаю сушить:

Сушу ABS пластик в духовке
Кроме серого пластика — героя данной статьи на фото виден герой предыдущего обзора «ABS пластик от белорусской компании Alfa-Filament. Зроблена у Беларуси. Обзор и отзыв»
Чтобы не гонять духовку вхолостую, сушу сразу три катушки разом. На фото красный ABS от Alfa-Filament, Голубой ABS от BestFilament, серый ABS от Peintproduct. Раз в пол часа прихожу и передвигаю катушки друг относительно друга, при этом переворачиваю, чтобы пластик равномерно просушился. После сушки, даю время пластику остыть и раскладываю по пакетам, в которые я предварительно от души насыпал силикогеля. Пластик готов к употреблению. Пора переходить к калибровкам и подбору параметров печати.
Подбор температуры печати
Поскольку информации нет, то я не знаю, на какой температуре производитель рекомендует печатать этим пластиком, а возможно и вообще не рекомендует? Ну это мы еще посмотрим. На сайте есть ссылки на примеры печати этим материалом. Погуляв по приведенным ссылкам и почитав про те параметры печати, которые использовали авторы моделей, я пришел к выводу, что нужная температура лежит в диапазоне от 230 до 240 градусов. Но это не точно. Короче, все как всегда. Печатаем башню и смотрим на получившийся результат:

температурная башня напечатанная ABS пластиком Print Product
Ну тут все более-менее понятно и очевидно. Оптимальный результат получается при температуре 230 градусов. Минимум соплей и провисаний. Выше идут сопли, ниже тоже сопли, но не от высокой температуры а от плохого спекания слоев. Специально акцентирую внимание, что эта температура оптимальна для моего принтера Anycubic 4Max. У вас могут получиться иные значения. Так что рекомендую калибровать под себя.
Адгезия к столу
С адгезией у этого пластика все в порядке. Опытным путем было выяснено, что пластик отлично держится за стол при температуре 90 градусов с применением адгезива. Это хорошо. Чем меньше нужно греть стол, тем быстрее начнется печать ![]() В этом плане к пластику претензий нет. После окончания печати, модель начинает отлипать от стола при температуре 60 градусов с характерным звуком
В этом плане к пластику претензий нет. После окончания печати, модель начинает отлипать от стола при температуре 60 градусов с характерным звуком ![]()
Поток

Тестовый кубик для калибровки потока. Пластик ABS от Print Product
Печать тестовой модели, ее измерения и последующие расчеты показали, что для данного пластика необходимо установить следующие значения потока:
- Поток для первого слоя 88%
- Поток для остальных слоев 93%
Результаты калибровки потока:


Ретракт

тестовая модель для калибровки ретракта. Пластик ABS от Print Product
Хороших параметров ретракта удалось добиться при следующих параметрах:
- Величина ретракта 1,4 мм
- Скорость ретракта / скорость возврата 60 мм/с
Коэффициент Linear Advanced
В результате калибровки коэффициент составил 0.15
Практика
А теперь самое время проверить, как же этот пластик ведет себя на практике. Тут очень вовремя один мой хороший знакомый попросил распечатать ему корпус для тестера LCR-t4. Так что сразу после калибровки сразу за дело. первое на что я обратил внимание в процессе длительной печати — намотка катушки. такое ощущение что периодически витки перехлестываются.

На фото не очень хорошо видно, но складывается такое ощущение, что филамент немного перекручивается. Честно говоря, такое вижу впервые и это мне как-то не очень понравилось. В целом пластик выдержал испытание. Детали печатались слоем 0,2 и 0,25. Но честно говоря, результат мог быть немного лучше. Но может я просто придираюсь. Смотрите сами:




Детали печатались с параметрами, которые я указал выше. Имеются некоторые мелкие дефекты, которые я исправлю с помощью ацетоновой бани. Заодно детали станут заметно презентабельнее. В процессе печати я периодически принюхивался и вот тут хочу вас предупредить. Пластик воняет. Не сильно, но воняет. Причем запах довольно отчетливый. И чем выше температура печати, тем сильнее запах. На 230 градусах запах был слабо уловим, а на 240 уже нормально ощущался. Так что имейте это в виду.
После обработки в ацетоновой бане деталь приобрела следующий вид:
Если честно, на фото передать результат обработки получилось плохо. Да и сам результат обработки получился не айс. Держать дольше — деталь просто поплывет. Держать меньше толку нет. Да, деталь приобрела приятный глянец. Но на поверхности осталась специфическая фактура. С другой стороны, такая фактера добавляет детали своего гикового шарма. Но тут уже в дело вступают вкусы, а о вкусах не спорят ![]()
Итоги
После проведения всех калибровок и тестовых печатей, для пластика были подобраны следующие оптимальные параметры:
- Температура стола 90 Градусов с адгезивом
- Температура сопла 230 градусов
- Поток 93%
- Поток на первом слое 88%
- Ретракт 1,4 мм
- Скорость ретракта 60 мм/с
- Linear Advance Factor 0.15
- Скорость печати 60 мм/с
- Скорость печати стенок 55 мм/с
- Скорость печати первого слоя 40 мм/с
Параметры были подобраны опытным путем для 3Д принтера Anycubic 4max с Direct-экструдером. В каждом конкретном случае данные параметры могут отличаться.
В целом не плохой пластик, но если честно, восторга он у меня не вызвал. Пластик обладает рядом мелких недостатков, которые в совокупности с высокой ценой не позволяют рекомендовать этот пластик, на рынке много материалов от других производителей, которые и лучше и дешевле. В то же самое время, пластик не плох и легко найдет своего покупателя. Так что решать вам. Мнение по поводу этого материала у меня сложилось неоднозначное. По большому счету это обычный рабочий материал для 3Д печати без своей изюминки. Не зря производитель называет серию ABS GEO промежуточной маркой с усредненными свойствами, все получается средним и материал и качество его применения… По ходу не зря мне попался именно серый цвет :), хотя, возможно, мне попался не совсем удачный образец. Все возможно.
Пластик для обзора приобретался в минском магазине http://printers3d.by/
Если вы еще не обзавелись 3Д принтером и думаете какую модель выбрать, могу порекомендовать следующие модели:
3д принтер Anycubic i3 Mega
3д принтер Anycubic Mega-S (Anycubic S)
3Д принтер Anycubic 4MAX Pro
Данные ссылки на проверенных продавцов, которые продают оригинальные принтеры. Оказывают техническую поддержку и дают годовую гарантию.
Если вам понравилась статья и вы хотите поддержать сайт, получать уведомления о новых материалах, вступите в нашу группу Вконтакте: https://vk.com/ionline_by
Если вы хотите оперативно получать уведомления о выходе новых статей, подключите себе PUSH уведомления по ссылке: https://ionlineby.pushassist.com/