доступные способы сваривать, чем лучше, как дома, чем тонкую
 Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей “расширяются”, при охлаждении – “сужаются”.

- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.

Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.

Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
https://youtu.be/Zngv3j_zh5g
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
https://youtu.be/Gq3v2ld5SKU
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье “Сварка нержавейки электродами”.
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.[ads-pc-3][ads-mob-3]
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.

Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки – 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода – микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника “беспучкового сопла” с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и “жесткость” дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома – следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
 Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
 Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
[ads-pc-2][ads-mob-2]
Ручная электродом
 Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
 Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном

Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
[ads-pc-3][ads-mob-3]
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
https://youtu.be/Zngv3j_zh5g
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
 На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.

Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
[ads-pc-4][ads-mob-4]
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
https://youtu.be/3Ho-eo5IUW4
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Как правильно сварить нержавейку
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.

Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?

Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
| 1.5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Поделись с друзьями
0
0
0
0
Как варить нержавейку инвертором в домашних условиях
Нержавеющая сталь – высоколегированный сплав, для сварки которого в производстве используются аргоновые аппараты. При необходимости получения неразъемных соединений в быту необходимо учитывать характеристики и свойства материала. Если предстоит выполнить небольшой объем работ, соблюдение определенных режимов и условий позволит с успехом варить нержавейку инвертором в домашних условиях.
Выбор и настройка инвертора
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.

Оптимальные режимы инвертора, диаметры электродов.
| Толщина изделия, мм | Напряжение, B | Сила тока, A | Толщина электрода, мм |
| 1,5 | 13 | 40–60 | 2 |
| 3 | 15 | 75–85 | 3 |
| 4 | 16 | 90–100 | 3 |
| 5 | 18 | 140–150 | 4 |
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.
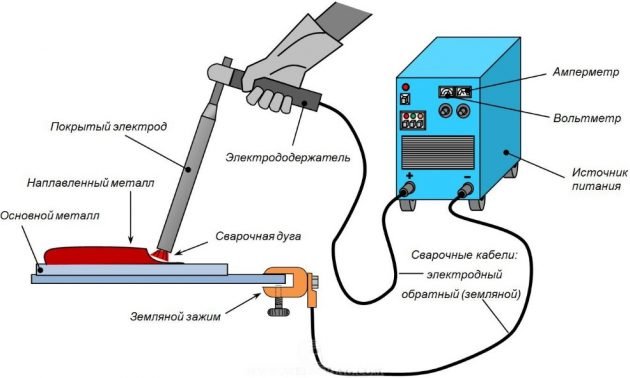
Схема ручной дуговой сварки
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
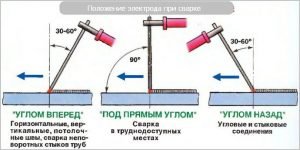
Положение электрода при сварке
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.

Влияние режима сварки на форму шва
Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
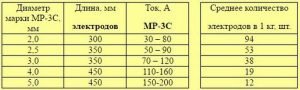
Характеристика электродов MP-3C
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
- MP-3 могут использоваться для работы с неочищенным металлом.
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.
Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:

Плюсы и минусы сварки методом MMA
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.
Видео по теме: Сварка нержавеющей стали инвертором
Сварка нержавейки инвертором — что нужно знать
Сварочный инвертор позволяет в выполнять достаточно сложные операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах.
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.
Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату. В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс).  При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.

Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11.  Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±50.
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.

С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Поделись с друзьями
1
0
0
0