Способы стопорения резьбовых соединений
Все стандартные резьбы удовлетворяют условию самоторможения, так как их угол подъема резьбы λ значительно меньше угла трения ρ. Однако практика эксплуатации машин показала, что при динамических нагрузках происходит само отвинчивание гаек и винтов. Существуют многочисленные средства стопорения резьбовых соединений, которые основаны на следующих основных принципах:
1. Стопорение дополнительным трением в резьбе при помощи контргаек, пружинных шайб и т. п. При стопорении контргайкой (рис. 3.25 а), дополнительное трение в резьбе возникает за счет упругих сил растянутого участка болта между гайками.

В настоящее время контргайки применяются редко из-за двойного расхода гаек и отсутствия надежности стопорения.
Пружинные шайбы (рис. 3.25, б) представляют один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями. Вследствие большой упругости они поддерживают натяг в резьбе. Острые края шайбы, врезаясь в торцы гайки и детали, препятствуют само отвинчиванию гайки.

2. Стопорение фиксирующими деталями, т. е. шплинтами (рис. 3.26, а), проволокой (рис. 3.26, б), различными стопорными шайбами с лапками, которые отгибают после завинчивания гаек или винтов (рис. 3.26, в).
3. Стопорение приваркой (рис. 3.27, а) или пластическим деформированием: расклепыванием (рис. 3.27, б), кернением (рис. 3.27, в). Применяются, когда соединение не требует разборки.
4. Стопорение с помощью паст и лаков.
Материалы резьбовых деталей
При выборе материала для резьбовых деталей учитывают величину и характер нагрузки, условия работы, способ изготовления. Стандартные крепежные резьбовые детали общего назначения изготовляют из мало- и среднеуглеродистых сталей Ст. 3, Ст. 4, 10, А12, 20, 35 и др. Эти стали в условиях массового производства позволяют изготовлять резьбовые детали методом холодной штамповки с последующей накаткой резьбы. Они хорошо обрабатываются резанием. Легированные стали 35Х, ЗОХГСА применяют для весьма ответственных винтов, болтов, шпилек и гаек.Резьбовые изделия, подверженные действию воды или других окислительных сред, оксидируют, омедняют, оцинковывают и т. п. для повышения коррозионной стойкости. В настоящее время для резьбовых деталей применяют также неметаллические материалы (нейлон, полиамид и др.).
Механические свойства сталей для резьбовых соединений указаны ниже:
Марка стали
Предел текучести σ
Ст. 3 . ..……………………………..230
А12 ……………………………………240
20 ……………………………………..245
Ст. 4 . ……………………………….260
25 .…………………………………….275
35 ……………………………………..314
35Х ..…………………………………..785
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Случай 1. Болт нагружен осевой растягивающей силой. Гайка завинчивается, но не затягивается. Последующая затяжка болта отсутствует.
Примером служит болтовое соединение грузовой скобы (рис. 3.32).
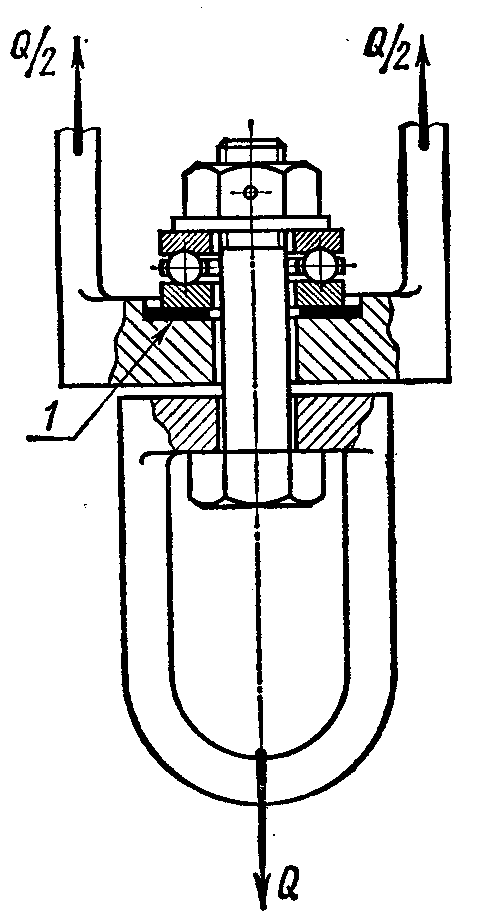
Рис. 3.32. Грузовая скоба (1- свинцовое кольцо)
Случай 2. Винт нагружен осевой растягивающей силой. Гайка завинчивается, но не затягивается. Затягивание резьбы производится под нагрузкой.
Примером является резьбовое соединение винтовой стяжки (рис, 3.33). В период подтягивания под нагрузкой винт испытывает растяжение и кручение.
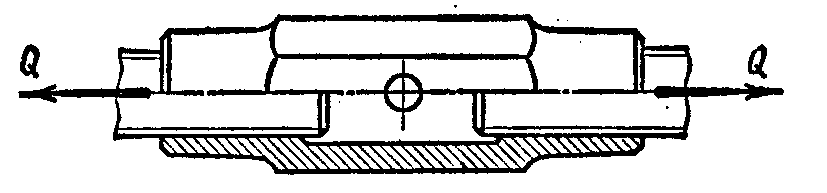
Рис. 3.33. Винтовая стяжка
Случай 3. Болтовое соединение нагружено поперечной силой.
В этом соединении (рис. 3.34) болт ставится с зазором в отверстия деталей. При затяжке болта на стыке деталей возникают силы трения, которые препятствуют относительному их сдвигу.

Рис. 3.34. Схема применения болта, нагруженного поперечной силой
Для разгрузки болтов от поперечной силы применяют различные замки, втулки, штифты и др. (рис. 3.35). Роль болта в таких случаях сводится к обеспечению плотного соприкосновения деталей.

Рис. 3.35. Устройства для разгрузки болтов от поперечных сил
Для уменьшения диаметров болтов применяют также точеные (калиброванные) болты, устанавливаемые в отверстия из под развертки. Они могут быть цилиндрическими (рис. 3.36, а) или конусными (рис. 3.36, б). Эти болты работают на срез, как штифты.

Рис. 3.36. Схемы применения болтов, поставленных без зазора
Случай 4. Болтовое соединение предварительно затянуто при сборке и нагружено внешней осевой растягивающей силой.
Этот случай соединения (рис. 3.37) часто встречается в машиностроении для крепления крышек цилиндров, подшипниковых узлов и т. п.

Рис. 3.37. Схема применения болтового соединения, нагруженного внешней осевой растягивающей силой:
а — болт не затянут, б — болт затянут, в — к затянутому болту приложена внешняя сила Q ..

Рис. 3.39. Пример подшипникового узла

Рис. 3.40. Применение шпилечного соединения на крышке газового резервуара
Случай 5. Болтовое соединение предварительно затянуто при сборке и нагружено внецентренной растягивающей силой.
В этом соединении применяют болты с костыльной головкой (рис. 3.41,a).
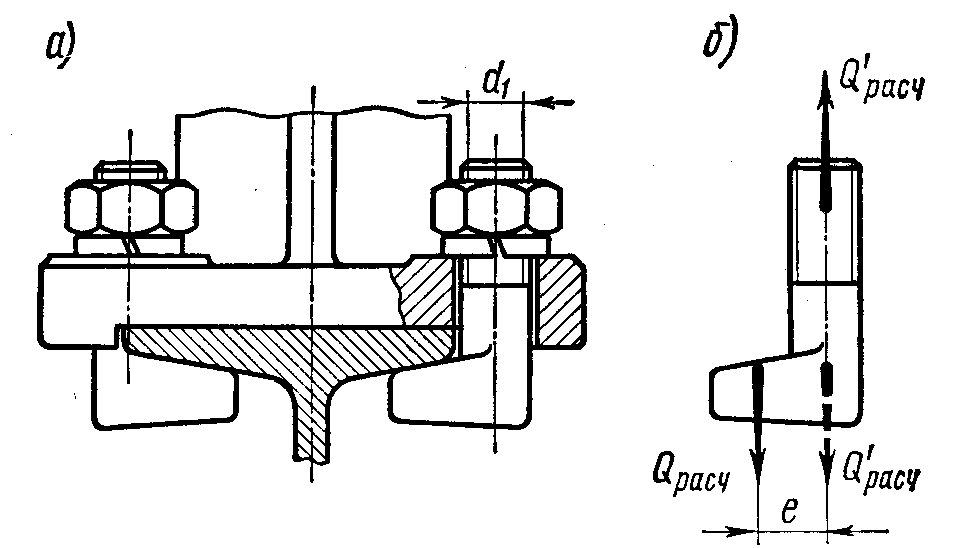
Рис. 3.41. Резьбовое соединение болтами с костыльной головкой
При конструировании любого резьбового соединения принимают меры, устраняющие перекосы опорных поверхностей под головку болта и гайку во избежание внецентренного нагружения: черные поверхности деталей под гайки и головки цекуют, приливы (бобышки) фрезеруют, а в отдельных случаях применяют косые шайбы (рис. 3.42).
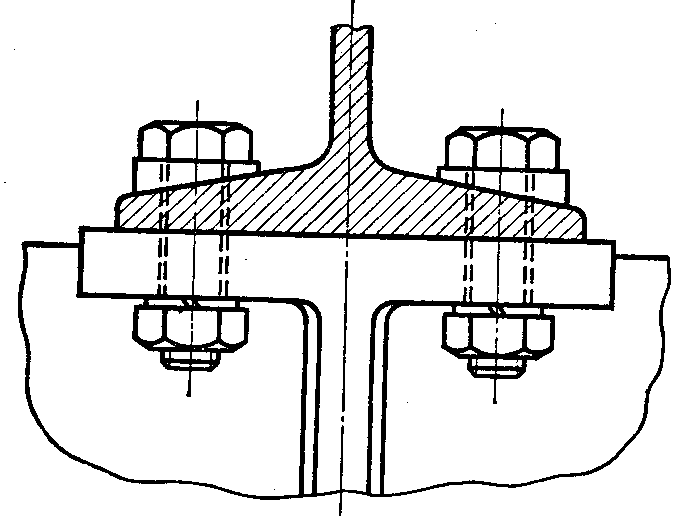
Рис. 3.42. Болтовое соединение с косыми шайбами
Стопорение гайки относительно болта дополнительными элементами
Стопорение гайки относительно болта дополнительными элементами, обеспечивающими жесткое соединение.
Общие характеристики данной группы стопорения:
- высокая надежность,
- наличие дополнительных деталей,
- специальная конструкция гайки или болта (гайки и болта), предусматривающая установку дополнительных деталей для стопорения.
Стопорение гайки шплинтами
Стопорение шплинтами (рис. 1) наиболее распространено. В болте выполняют сквозное поперечное отверстие под шплинт, а гайку изготовляют специальной конструкции (корончатая или прорезная гайка). Способ стопорения, изображенный на рис. 1, а, может быть применен только в том случае, если конец болта незначительно выступает из корончатой гайки. Стопорение гайки шплинтом относительно полого болта (вала) показано на рис. 1, в, а стопорение прорезной гайки — на рис. 1, г.

Стопорение гайки штифтами
Стопорение коническим штифтом (рис. 2, а) и разводным коническим штифтом (рис. 2, б) ослабляет вал.

Стопорение гайки болтом
Стопорение болтом (рис. 3) применяют в тяжелонагруженных соединениях с высокими гайками.

Стопорение гайки деформируемыми шайбами
Наиболее распространено стопорение деформируемыми шайбами (рис. 4), применяющееся главным образом для закрепления деталей на валах.

Стопорение гайки проволочными кольцами
Проволочные кольца (рис. 5), применяемые для часто отвинчиваемых гаек, закрепляют гайки только в определенном положении. Проволока, связывающая концы кольца (рис. 5, б), необходима для предохранения кольца от выпадения при применении во вращающихся соединениях.

Стопорение гайки накладками
При больших диаметрах резьбы стопорение производят накладками (рис. 6). Из-за относительной сложности оно редко применяется и используется только в специальных устройствах.

Стопорение гайки винтами
Для закрепления гайки в редко разбираемых соединениях стопорение производят винтами (рис. 7). Постановка винтов нарушает целостность резьбы .

Соседние страницы
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Способы стопорения резьбовых соединений.
Предотвращение самоотвинчивания резьбы
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ < φ’, так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’. Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху). Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении.
Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.
Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892), именем которого иногда и называют эти детали в обиходе.
Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
***
Применение фиксирующих деталей
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л): стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением.
Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа.
Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
***
Сварные соединения
Виды гаек и особенности их применения (статья и общий обзор)
Гайка — крепёжное изделие в виде детали с резьбовым отверстием, образующее соединение при помощи винта, болта или шпильки.
Наиболее традиционная и широко применяемая гайка – шестигранная DIN 934. Ее удобно заворачивать и от руки, и простым рожковым ключом. Эти гайки могут разниться по конструкции, в первую очередь – по высоте. Основная гайка (Рис. 1) имеет высоту приблизительно равную 0,8 d (d – диаметр резьбы).
Шестигранные гайки

Рис. 1
Низкие гайки
Имеют высоту 0,5–0,6 d. В нашем ассортименте их две – DIN 439 и DIN 936 , но размерные ряды совпадают не полностью (Рис. 2). Кроме того одна из гаек может выпускаться в исполнении без фаски.

Рис. 2
Высокие гайки
Имеют несколько стандартизованных высот:
Высота равна 1,5 диаметра – высокая, DIN 6330;

Высота равна 3 диаметрам – удлиненная, DIN 6334.

Гайки для высоконагруженных резьбовых соединений
Несколько особняком стоит гайка DIN 6915, входящая в комплект для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций. Она обладает увеличенным размером под ключ по сравнению с основной гайкой (Рис. 3).

Рис. 3
Корончатые и прорезные гайки
Корончатые и прорезные гайки DIN 935 получили свое название от формы. Их верхняя часть имеет характерные прорези. До диаметра резьбы М10 зона прорезей имеет ту же толщину, что и вся гайка, которая называется прорезной. Начиная с диаметра М12, зона пропилов утоньшается и называется корончатой (Рис. 4). По высоте гайки выпускаются обычными и низкими. Кроме того, они могут иметь обычные и мелкие резьбы.

Рис. 4
Корончатые гайки часто используются как гаечный замок со шплинтом DIN 94 (Рис. 5).
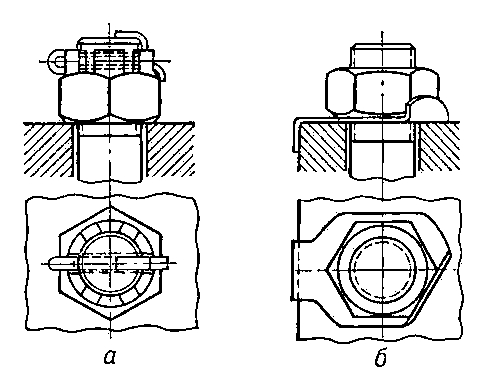
Рис. 5
Гайки с буртом или фланцем
Весьма распространены в промышленности гайки с буртом или фланцем, которые увеличивают одну из опорных поверхностей гайки. Тем самым увеличивается площадь контакта соединяемых деталей, равномернее распределяется нагрузка на них.
Гайка с фланцем DIN 6923 – гайка, одна из опорных поверхностей которой увеличена за счет конического элемента (Рис. 6). Фланец может быть гладким или рифленым.

Рис. 6
Гайка с буртом DIN 6931 – гайка, одна из опорных поверхностей которой увеличена за счет цилиндрического элемента (Рис. 7).

Рис. 7
Гайка с буртом в основном используется в станочном оборудовании, а с фланцем – в машиностроении.
Для более надежного контакта соединяемых деталей на увеличенную опорную плоскость гайки наносится дополнительное рифление. Такие гайки бывают нескольких типов, но в нашем ассортименте присутствуют только три (Рис. 8):

рифленая ребристая зубчатая
Рис. 8
Колпачковые гайки
Гайки с глухим отверстием – колпачковые – бывают высокие и низкие (иногда называются «глухими»).
Высокая DIN 1587

Низкая 917

Приварные гайки
Гайка приварная DIN 929 (Рис. 9) имеет характерные выступы по трем ребрам. Именно они обеспечивают контактную стыковую сварку гайки и основания.

Рис. 9
Самостопорящиеся гайки
Среди шестигранных существует семейство самостопорящихся гаек. Эти гайки имеют в конструкции элементы, препятствующие откручиванию в процессе эксплуатации, например, при вибрации. Стопорящий элемент представляет собой кольцевой вкладыш из нейлона, который располагается в специальной канавке имеющейся на опорной поверхности гайки (Рис. 10).

Рис. 10
При навинчивании гайки под давлением резьбы вкладыш деформируется и препятствует свинчиванию гайки. Гайки с неметаллической вставкой бывают высокие DIN 982 и низкие DIN 985 (Рис. 11).

Рис. 11
На том же принципе основана гайка с фланцем DIN 6926 (Рис. 12).

Рис. 12
В то же время самостопорящаяся гайка с фланцем может быть выполнена и целиком из металла. Эффект стопорения обеспечивается деформацией резьбового отверстия гайки: оно имеет овальную форму DIN 6927 (Рис. 13).

Рис. 13
Цельнометаллическая самостопорщаяся гайка выпускается также на базе основного типа DIN 6925 (Рис. 14).

Рис. 14
Самостопорящиеся гайки выполняются также на базе корончатых, колпачковых и других гаек.
Неординарная стопорная гайка DIN 7967 вырубается из тонкой жести и используется чаще всего для законтривания (Рис. 15).

Рис. 15
Квадратные гайки
Квадратные гайки представлены в ассортименте ЦКИ высокой, низкой и приварной конструкциями.
высокая DIN 557;

низкая DIN 562;

приварная DIN 928.

Круглые гайки
Круглые гайки представлены в ассортименте ЦКИ рифленой, шлицевой и гайкой с прямым шлицем на торце. Особенностью рифленой гайки является нанесение накатки по внешней поверхности цилиндрической части, облегчающее закручивание от руки.
Рифленая DIN 467;

шлицевая DIN 1804;

со шлицем на торце DIN 546.

Гайки-барашки
Близкие «родственницы» винтов-барашков – гайки-барашки DIN 315. Они также представлены двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.


Гайка-барашек DIN 315 «Американская» форма
Мебельные гайки
В ассортименте ЦКИ имеется четыре очень непохожих друг на друга гайки, применяемых при производстве мебели.
Гайка забивная устанавливается цилиндрической частью в предварительно подготовленное отверстие и забивается так, чтобы острые шипы по периметру «впились» в деревянную основу и препятствовали прокручиванию гайки в основании.

Гайка ввертная (она же «муфта мебельная») ввертывается своей внешней крупной резьбой в предварительно подготовленное (в соответствии со специальной таблицей DIN) отверстие.

Затем ее внутреннее резьбовое отверстие работает как в обычной гайке (Рис. 15).

Рис. 15
Гайка декоративная (гайка Эриксона), как правило, устанавливается в сквозном отверстии совместно с ответным винтом.

Гайка потайная (иногда называют «бочонок»). Устанавливается в цилиндрическое отверстие в деревянной основе таким образом, чтобы резьбовое отверстие было совместимо с соответствующим винтом.

Гайка кузовная – скорее уже не деталь, а сборка. Она состоит из двух деталей: вкладыша и обоймы. Вкладыш – обычная квадратная гайка. Обойма изогнута особым образом из пружинной стали. Гайка используется при сборке кузовов автомобилей, организуя отверстия с резьбой в тонкой обшивке, направляющих электрических систем.

Гайка отрывная (иногда говорят срывная) антивандальная. Особый вид гайки, демонтаж который невозможен. Антивандальная гайка – это крепёжная деталь с нарезанной внутренней резьбой. Состоит из двух сочленённых частей: шестигранной, которая нужна для того, чтобы затянуть гайку целиком, и гладкой нижней, которая и остаётся после затяжки на месте монтажа. Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.

стопорение гайки 🎓 ⚗ перевод с французского на русский
1 verrouillage d’écrou
Dictionnaire polytechnique Français-Russe > verrouillage d’écrou
2 arrêt d’écrou
Французско-русский универсальный словарь > arrêt d’écrou
3 verrouillage d’écrou
сущ.маш. гаечный замок, стопорение гайки
Французско-русский универсальный словарь > verrouillage d’écrou
4 arrêt
m
1. ограничитель; останов; стопор 2. блокирование 3. остановка
arrêt d’avance — прекращение подачи, выключение механизма подачи arrêt du moteur — выключение [остановка] двигателя arrêt à ressort — пружинная защёлка; пружинный остановFrançais-Russe dictionnaire de génie mécanique > arrêt
5 verrouillage
m
1. стопорение; блокирование 2. блокирующее устройство; система фиксаторов
verrouillage automatique — 1. автоматическое стопорение 2. система автоматических фиксаторов verrouillage rapide — скоростное стопорение; скоростное блокированиеFrançais-Russe dictionnaire de génie mécanique > verrouillage
6 boulon
БФРС > boulon
7 immobilisation
f
2) юр. иммобилизация, превращение движимого имущества в недвижимоеБФРС > immobilisation
8 verrouillage
m
2) выставление заслона, заграждение
БФРС > verrouillage
9 vis
f
1) винт, болт
vis transporteuse, vis d’Archimède — архимедов винт
pas de vis — шаг резьбы, шаг винта vis à ailettes, vis à papillon — винт-барашек, винт с крыльчатой головкой••
2)
(escalier à) vis — винтовая лестницаБФРС > vis
10 visser
БФРС > visser
11 visserie
f
1) набор болтов, гаек, винтов; болты; гайки; винты, резьбовые [крепёжные\] детали
2) завод, цех резьбовых деталей
БФРС > visserie
12 гайка
БФРС > гайка
13 подкрутить
БФРС > подкрутить
14 подкручивать
БФРС > подкручивать
15 arrêt d’écrou
Dictionnaire polytechnique Français-Russe > arrêt d’écrou
16 blocage
Dictionnaire polytechnique Français-Russe > blocage
17 filetage intérieur
2) внутренняя резьба; резьба гайки
Dictionnaire polytechnique Français-Russe > filetage intérieur
18 verrouillage automatique
2) автоблокировка, самоблокировка
Dictionnaire polytechnique Français-Russe > verrouillage automatique
19 donner un tour de vis
разг.
завертеть потуже гайки, усилить нажим
Dictionnaire français-russe des idiomes > donner un tour de vis
20 serrer les boulons
разг.
)
1) завинчивать гайки, ужесточать дисциплину
2) ) выправить положение
[…] Il n’y a aucune solidarité… Chirac et son cabinet se révèlent incapables de serrer les boulons. — Ces commentaires aimables sont de Gérard Longuet, ministre des PTT […]. (Le Canard enchaîné.) — Нет никакой солидарности… Ширак и его кабинет неспособны выправить положение. — Это любезное замечание принадлежит Жерару Лонге, министру связи […].
Dictionnaire français-russe des idiomes > serrer les boulons
См. также в других словарях:
Стопорение — Содержание 1 Способы стопорения 2 Виды стопорения 2.1 Стопорение шайбами … Википедия
ГОСТ Р 50271-92: Гайки шестигранные стальные самостопорящиеся. Механические и эксплуатационные свойства — Терминология ГОСТ Р 50271 92: Гайки шестигранные стальные самостопорящиеся. Механические и эксплуатационные свойства оригинал документа: 2.4 Гайки типа LF с пониженным трением Гайки данного типа должны иметь кадмиевое покрытие с дополнительной… … Словарь-справочник терминов нормативно-технической документации
Резьбовое соединение — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо… … Википедия
Контрование — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить… … Википедия
Шплинтовка — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить… … Википедия
Самостопорящимися гайками — 2.1 Самостопорящимися гайками называются гайки, обеспечивающие стопорение в резьбовом соединении за счет дополнительных сил трения, возникающих между деформированными участками резьбы гайки или неметаллической вставки гайки и резьбой стержневой… … Словарь-справочник терминов нормативно-технической документации
Авария на Саяно-Шушенской ГЭС — Эта статья посвящена аварии на Саяно Шушенской ГЭС в 2009 году. Информация о других авариях на данной станции приведена в статье Саяно Шушенская ГЭС … Википедия
Способы стопорения резьбовых соединений — Энциклопедия по машиностроению XXL
На рис. 12 показаны наиболее употребляемые способы стопорения резьбовых соединений от самоотвинчивания. [c.294]Способы стопорения резьбовых соединений [c.55]
Какие применяют способы стопорения резьбовых соединений [c.71]
Способы стопорения резьбовых соединении. [c.230]
Кроме перечисленных наиболее часто применяемых устройств, имеются и другие способы стопорения резьбовых соединений, но все они основаны на тех же принципах. [c.470]
| Рис. 2.243. Способы стопорения резьбовых соединений деформируемыми и упругими шайбами или пружиной. | 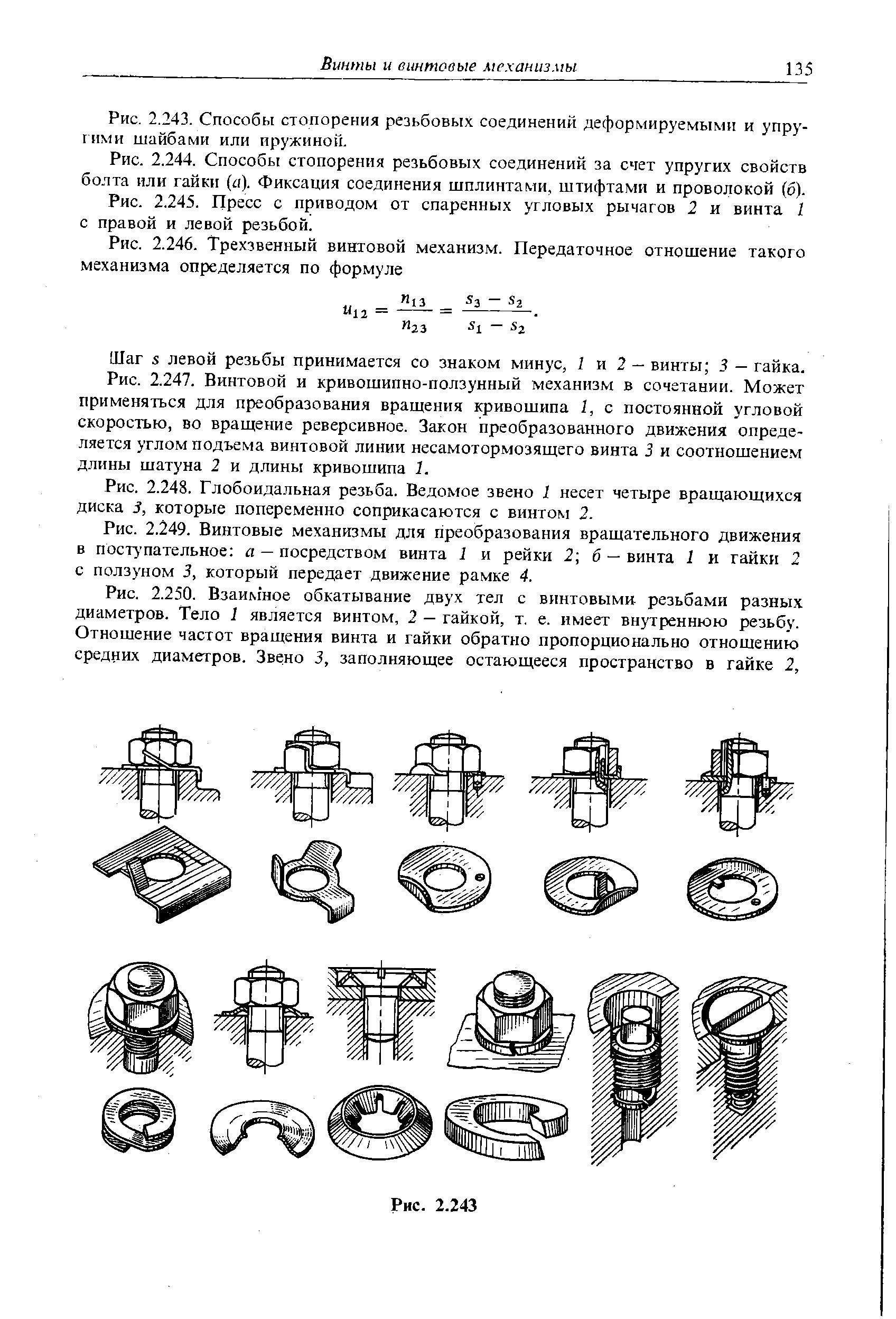 |
Способы стопорения резьбовых соединений и их особенности приведены в табл. 29 [143]. [c.615]
Способы стопорения резьбовых соединений подразделяются на три группы (рис. 7, табл. 5) [c.280]
В существующих конструкциях авиационных двигателей прИ меняют различные способы стопорения резьбовых соединений [c.207]
СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ [c.30]
Назовите способы стопорения резьбовых соединений. Приведите примеры. [c.47]
Какие применяют способы стопорения резьбовых соединений Какие гай шайбы и гаечные замки различают по конструкции [c.246]
Способы стопорения резьбовых соединений. В целях обеспечения надежности резьбовых соединений, в особенности при [c.104]
Все способы стопорения резьбовых соединений можно разделить на две группы способы, обеспечивающие фиксацию гайки относительно болта, и 2) способы фиксации гайки относительно одной из скрепляемых деталей. При использовании способов второй группы необходимо в конструкции узла предусмотреть также меры, препятствующие самопроизвольному отвинчиванию болта, например, как [c.92]
| Рис. 16.4. Способы стопорения резьбовых соединений от самоотвинчивания | 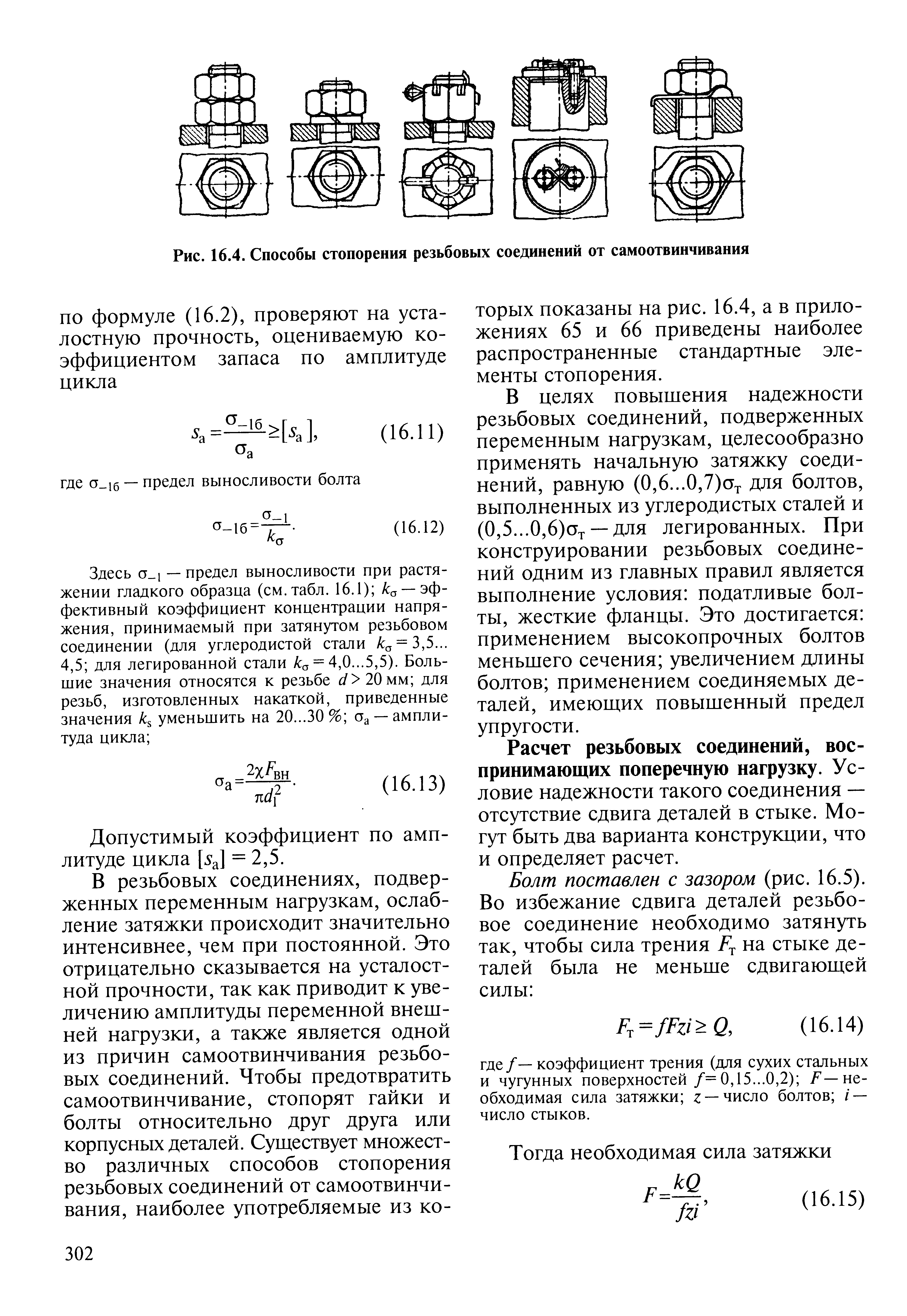 |
Способы стопорения резьбовых соединений при помощи деформируемых стопорящих деталей [c.46]
Способы стопорения резьбовых соединений с применением недеформируемых совместно ненапряженных стопорящих деталей отличаются от описанных выше тем, что стопорящие детали при многократных разборках и сборках соединений, за редким исключением (например, запрессовка штифтов), не изменяют своих размеров и формы (табл. 9). [c.58]
Способ, ограничивающий величину самоотвинчивания (рис. 44), не может быть отнесен к способам стопорения резьбовых соединений, так как деталь, ограничивающую самоотвинчивание, устанавливают без натяга. Подобные способы применяют главным образом для предотвращения потери резьбовых деталей из-за самоотвинчивания при тряске и ударах. [c.73]
Способы стопорения резьбовых соединений путем превращения [c.74]
| Рис. 2 242. Способы стопорения резьбовых соединений а — контргайками б — винта.ми в — при помощи вспомогательньи деталей г — клиньями, кернением, сваркой. | 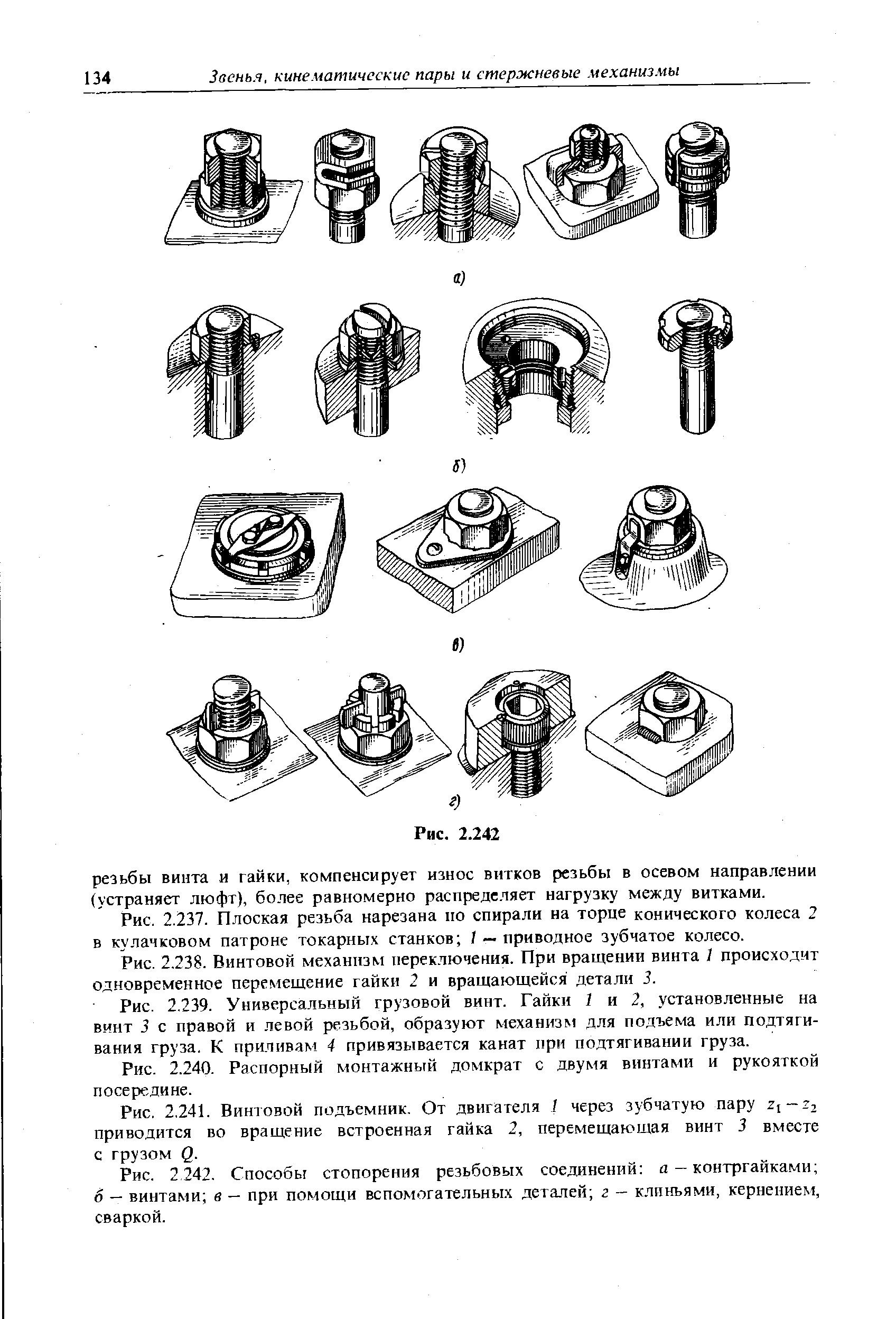 |
Для стопорения применяют также точечную приварку гаек к болту и другим соединяемым деталям, фиксацию проволокой через отверстия в головких болтов (рис. V-7, ж) и другие способы стопорения резьбовых соединений. [c.239]
Для предотвращения самоотвертывания гаек и винтов в результате толчков и сотрясений при работе автомобиля при сборке деталей и узлов кузова применяются следующие основные способы стопорения резьбовых соединений контргайкой, пружинными шайбами, деформируемыми шайбами, шайбами с отгибающимися краями, фигурной пластинкой. [c.231]
Способы стопорения резьбовых соединений второй группы, предусматривающие фиксацию гайки относительно одной из деталей узла, представлены на фиг. 103. Наиболее простой способ—стопорение деформируемой шайбой с двумя наружными выступами (фиг. 103, а). Шайба выполняется из мягкой листовой стали толщиной 1—1,25 мм. После завинчивания гайки выступы шайбы отгибаются один на грань гайки, а второй по кромке корпуса. Если болт расположен на значительном расстоянии от края корпуса, то де( юрми-руемую шайбу целесообразно делать круглой, с наружным диаметром, в 2,5 раза большим, чем диаметр болта (фиг. 103,6). На корпусе [c.93]
Стопорение осуществляют путем жесткого соединения резьбовых деталей между собой (болта и гайки, винтов в групповом соединении) создания дополнительных сил трения в резьбе или на опорных поверхностях резьбового соединения (стопорение контргайкой, винтом, самостопо-рящимися гайками) местных пластических деформаций и т. п. Стопорение с помощью деформируемых стопорящих элементов осуществляют шплинтами, проволочными от-гибными штифтами, коническими разводными штифтами, обвязкой болтов и гаек проволокой. Стопорение с помощью недеформируемых элементов осуществляют цилиндрическими и коническими штифтами и с помощью колец-шплинтов. Этот способ стопорения имеет следующие недостатки резьба по образующей просверленного отверстия плотно спрессовывается и демонтаж соединения весьма затруднен. Применяют способ стопорения резьбовых соединений с использованием удерживающей накладки и стопорного винта. Возможно стопорение резьбовых соединений с помощью сварки, пайки, расклепывания и накернивания. Болты и гайки с фланцевыми головками, на опорной поверхности которых имеются зубья, а также стопорные шайбы с зубьями обеспечивают надежное стопорение резьбового соединения вследствие вдавливания зубьев в деталь. Стопорение путем силового замыкания на резьбу основано на создании дополнительных сил трения по сторонам витков резьбы при радиальном или осевом давлении. Преимуществом такого стопорения является возможность выполнения бесступенчатой затяжки. Стопорение выполняют контргайкой при этом ее витки соприкасаются с нижними сторонами профиля резьбы болта и осевая нагрузка воспринимается витками резьбы контргайки. [c.478]
В резьбовых соединениях, подверженных переменным нагрузкам, ослабление затяжки происходит значительно интенсивнее, чем при постоянной. Это отрицательно сказывается на усталостной прочности, так как приводит к увеличению амплитуды переменной внешней нагрузки, а также является одной из причин самоотвинчивания резьбовых соединений. Чтобы предотвратить самоотвинчивание, стопорят гайки и болты относительно друг друга или корпуснык деталей. Существует множество различных способов стопорения резьбовых соединений от самоотвинчивания, наиболее употребляемые из ко- [c.302]
СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ФОРМОЗАПИРАЮЩИМИ ЭЛЕМЕНТАМИ [c.44]
Способы стопорения резьбовых соединений шплинтами и про волочными пггифтами весьма надежны. Недостатком этих способов является ступенчатость затяжки гаек (через-60°). Последнее резко ограничивает применение щплинтов и проволочных штифтов для стопорения гаек с короткими болтами ( 4 0, так как. при этом совершенно неизбежны существенные недотяжки или перетяжки резьбовых соединений. [c.45]