Если вы приобрели сварочный аппарат для дома — Идеи домашнего мастера
Рубрика: Советы Опубликовано 21.10.2014 · Комментарии: 0 · На чтение: 4 мин · Просмотры:Post Views: 3 661
Здравствуйте, друзья! Старшее поколение мастеров помнит еще те времена, когда сварочный аппарат собирался собственными руками. Пожалуй, только хозяин этой конструкции мог выполнить достаточно качественный сварной шов. Но канули в лету те времена. Приобрести сейчас сварочный инвертор и научиться им пользоваться стало простым делом. Это не голословное утверждение, а мой вывод, сделанный после использования инвертора Best-210, полученного в качестве подарка на собственный юбилей.

Мне никогда раньше не приходилось заниматься сварочными работами, поэтому все пришлось осваивать с нуля. Сразу скажу, что с инвертором Best-210 это сделать оказалось даже проще, чем мне представлялось раньше.
Первый опыт приобретался на изготовлении металлической скамейки.

Затем была изготовлена подставка в баню под бачок с холодной водой.

А вот и последняя работа – забор из рабицы, разделяющий два соседних участка.

Далее хочу поделиться информацией, полученной из разных источников, и собственным опытом использования сварочного инвертора. Думаю, что информация будет полезна всем, кто решил приобрести сварочный аппарат для дома и самостоятельно освоить профессию домашнего мастера-сварщика.
Подготовить инвертор Best-210 к работе можно буквально за пару минут. Разобраться с управлением также очень просто. При проведении сварочных работ в домашней сети отсутствуют скачки напряжения, т.к. ток короткого замыкания равен нулю. Наличие системы стабилизации напряжения делает инвертор неприхотливым к напряжению и позволяет работать при напряжении 180-250 В. Инвертор оснащен мощной системой вентиляции, защитой от низкого и высокого напряжения, защитой от перегрева. Плавная регулировка тока от 5 до 200 А позволяет настроить инвертор на работу с металлами различной толщины и использовать электроды диаметром от 1,6 до 5 мм. В комплект поставки входит маска-хамелеон, что немаловажно для тех мастеров, кто начинает осваивать искусство сварки.
Советы начинающим сварщикам
1. Часто сварка выполняется на большом удалении от электрической розетки. В этом случае приходится использовать удлинитель. Для подключения к сети сварочного инвертора берут удлинитель с сечение провода не менее 3,5-5 кв. мм. При проведении сварочных работ провод полностью сматывается с катушки.
2. Перед сваркой подсоединяют клемму массы как можно ближе к месту шва и осматривают место сварки. При наличии ржавчины зачищают место предполагаемого шва до металлического блеска.
3. Категорически запрещается зажигать дугу без защитного светофильтра. Помните, что ультрафиолетовое излучение электрической дуги разрушает сетчатку глаза.
4. Сварочные электроды должны храниться в теплом сухом месте. Не работайте отсыревшими электродами. Вначале их следует просушить.
5. Перед началом сварки устанавливают ток в зависимости от толщины металла и марки электрода. Если был установлен большой ток, то наблюдается прогар металла, при малом токе возможно залипание электрода или плохое зажигание дуги.
6. Для зажигания дуги электрод подводят вертикально к поверхности металла до касания и быстрым движением отводят его назад, на расстояние примерно равное диаметру электрода. Если дуга не зажигается, то кончиком электрода «чиркают» по поверхности металла и отводят его на равное диаметру электрода расстояние.
7. Для повышения качества сварного шва и уменьшения шлака в шве электрод следует вести не прямолинейно, а зигзагообразно вдоль линии сварки.
8. Образовавшийся при сварке шлак отбивают молоточком, входящим в комплект поставки. Работу выполняют обязательно в защитных очках.
9. При большом объеме сварочных работ периодически проверяйте температуру, дотрагиваясь до корпуса инвертора рукой.
10. Не пользуйтесь инвертором на открытом пространстве во время выпадения осадков и во влажных помещениях.
Полезно знать
1. В инструкции по эксплуатации сварочного инвертора встречается термин ПВ (означает Период Включения). Например, для тока 160 А ПВ равен 30%. Это означает, что на каждые 10 мин работы делается перерыв на 7 мин (10 мин х 30%/100% = 3 мин, 10 мин – 3 мин = 7 мин). Данный показатель рассчитывается для температуры воздуха 40 градусов. Для более низких температур ПВ увеличивают пропорционально уменьшению температуры воздуха.
2. Если требуется сделать длинный шов, то сварка выполняется небольшими интервалами. В промежутках между интервалами контролируют качество шва, удаляют шлак, при необходимости делают шлифовку.
3. Таблица для подбора диаметра электрода и тока к толщине свариваемого металла:

Все сварочные работы выполнялись электродами МР-3С Судиславского завода. Качество их вполне удовлетворительное. Правда, в пачке не все электроды горели ровно. Некоторые электроды «липли», и приходилось увеличивать ток.
В заключение хочу добавить, что инвертор Best-210 — надежный и удобный в эксплуатации сварочный аппарат для дома. Ну, а если у кого-то есть сомнения, что тяжело научиться выполнять в домашних условиях сварочные работы, то это ошибочное заблуждение.
Post Views:
3 661
как научиться варить с нуля и основы дуговой сварки

В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.

Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.

Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - .
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.

Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.

Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается , сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока

Таблица выбора сварочного тока.
Осваивая основы сварки , важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения . В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных ;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Собираем простой сварочный аппарат в домашних условиях

Сварочный аппарат нельзя назвать инструментом первой необходимости дома, как например отвертку или молоток. Однако бывают ситуации, когда сварочный аппарат бывает действительно необходимым. В данном материале мы рассмотрим способ сборки простого сварочного аппарата в домашних условиях.
Предлагаем в первую очередь просмотреть видеоролик по изготовлению сварочного аппарата
Итак, нам понадобится:
— емкость для воды;
— соль;
— вода;
— две металлические пластины;
— провод с вилкой;
— два провода;
— сварочный электрод.
По утверждению автора самоделки, процесс создания отнимает всего 15 минут, так что давайте не терять время зря и перейти к изготовлению самодельного сварочного аппарата. Первым делом нам необходимо взять одну металлическую пластину и прикрутить к ней один из двух проводов.

Повторяем процесс со второй пластинкой и вторым проводом.
Далее берем емкость и наливаем в нее воды. Автор использует обычную банку, что может стать отличным решением благодаря своему маленькому размеру. Воды нужно залить примерно до половины:
Следующим делом засыпаем в воду две столовых ложки соли и хорошенько размешиваем все.

В получившуюся смесь погружаем две пластинки и проводами, накрученными на них.

В целях безопасности металлические пластинки советуется закрепить прищепками.

Пластины фактически позволяют регулировать ток сварки. Как именно это работает? Чем глубже мы погружаем пластинки, тем больше получаем ток.

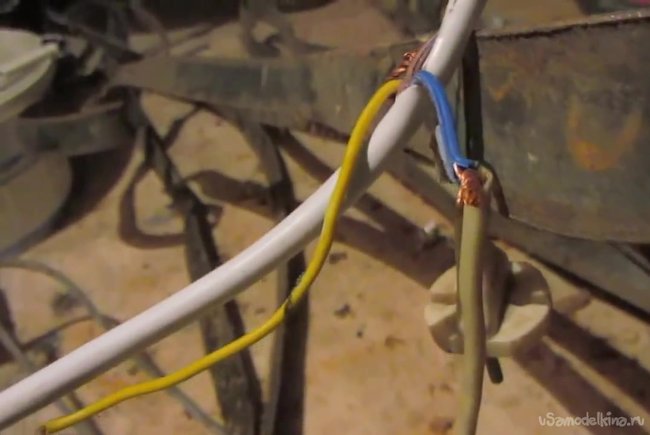
Один провод, идущий от одной из пластинок, мы должны подключить к фазу, а второй провод – к сварочному электроду.
Также берем нулевой провод и подсоединяем к предмету, который нам необходимо варить.

Возникает вполне логический вопрос – как можно определить, где фаза и где ноль, если по каким-то причинам дома нет специальных аппаратов по измерению. Есть старый верный способ: нужно всего лишь прикоснуться проводом до земли. Тот провод, который будет искрить при касании с землей, то и является фазовый.
Следует обязательно предупредить, что сварочный аппарат является опасным для здоровья, если не соблюдать правил безопасности. Ни в коем случае не прикасайтесь к электроду голыми руками, также остерегайтесь проводов. Исключительно все детали сварочного аппарата находятся под напряжением 220 в.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмоткуоставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
 Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
 Рис. 10: установите диоды на радиаторы
Рис. 10: установите диоды на радиаторыВ связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
 Рис. 11: соедините диоды в мост
Рис. 11: соедините диоды в мостДля подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
 Рис. 13: подключите силовые конденсаторы
Рис. 13: подключите силовые конденсаторыПри сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Особенности сварочного процесса: как правильно варить сваркой

На сегодняшний день сварка является самым востребованным, простым и надежным способом соединения металлических деталей. Для этого необходимо обладать знаниями и практическими навыками, как пользоваться сваркой.Чтобы понять, как правильно варить сваркой, сначала необходимо пройти теоретическую часть, а потом приступить к вырабатыванию практических навыков. Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Содержание статьи
Прежде чем научиться сварочному делу, нужно понять суть работы сварочного аппарата. Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
В силу того, что сварочные работы своими руками просто незаменимы в строительстве, при ремонтных работах и просто в бытовых условиях для ремонта каких-либо железных деталей, необходимо запомнить, что их существует несколько технологий работы со сваркой:
- ручная дуговая технология, которая реализуется с помощью специальных проводников – электродов. Это небольшие отрезки металла, покрытые химическим напылением, благодаря которому создается электрическая дуга. Преимущество такого вида заключается в его простоте. Даже сварщик-новичок разберется, как научиться работать с таким аппаратом. Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами;
- полуавтоматическая техника сварки, которая производится аппаратом с использованием специального газа, создающего защиту для металла от окисления, которое происходит в результате соединения кислорода с расплавленным материалом. Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Специалисты рекомендуют всегда начинать с ручного агрегата, а когда вы научитесь самостоятельно делать правильные швы, тогда можно переходить на полуавтомат.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:

- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
На что обратить внимание при выборе сварочного аппарата
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал — +-20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата. Для производственных целях нужен профессиональный;
- ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.

Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.

Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
Практические советы от профессионалов
Чтобы быстрее научиться, как варить сваркой, профессионалы подготовили несколько советов для новичков, которыми желательно пользоваться для получения качественного результата своего труда:
- чтобы сварка своими руками получилась легко и быстро необходимо качественно подготовить детали, то есть очистить их от коррозии, грязи, пыли и масла. Тогда шов будет прочным и ровным;
- не стоит бояться экспериментировать. На начальных этапах обучения нужно перепробовать все возможные варианты ведения электрода, чтобы «набить руку»;
- чтобы не упускать сварочную дугу нужно стараться придерживаться одинакового зазора между концом проводника и деталью. Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм;
- нужно научиться отличать ванну от шлака. При первом прикосновении к металлу образуется красное пятно – это не ванна, это только плавящийся материал, который нанесен на электрод. После этого через пару секунд появится жидкое белое пятно – это уже сварочная ванна;
- сварочные работы своими руками стоит начинать с точечного шва, тогда проще будет научится вести ровную дорожку и не терять дугу;
- не стоит бояться неудач, чтобы понять, как сваривать металл, нужно много тренироваться, пробовать и экспериментировать. Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.

В подведении итогов, необходимо отметить, как научиться правильно варить детали может каждый желающий. Производить сварочные работы своими руками тоже сможет каждый. Для этого необходимо запастись оборудованием, дополнительными деталями и точно следовать инструкциям, не забывая о правилах безопасности.
Мы рассмотрели несколько аспектов, как научиться работать с нуля. Качественный агрегат, подготовленные детали и терпение мастера – это залог качественных швов и быстрой работы. Лучше тренировки начинать с ручной технологии, а потом переходить на полуавтоматический. Хотя настоящий сварщик справляется со всеми видами без проблем.
[Всего голосов: 0 Средний: 0/5]
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Бытовые сварочные аппараты, полезные советы от сварщика со стажем

Ваш сосед по дачному участку самостоятельно варит металлические конструкции, а вы только начинаете осваивать данную сферу? Тогда эта информация будет весьма кстати!
Уже больше 30 лет я работаю сварщиком и на своем опыте знаю, с какими ошибками чаще всего сталкиваются начинающие авторы. Ниже я дам несколько полезных советов, которые помогут избежать ошибок и облегчат сварку любой конструкции – печки в бане, емкости для воды, мангала, теплицы или забора.
Преимущества аппаратов ручной дуговой сварки

Ручная дуговая сварка (РДС) в среде профессионалов называется MMA (Manual Metal Arc – ручная дуговая сварка штучными электродами при помощи инвертора или трансформатора) является одной из самых распространенных и простых в реализации поставленных задач. Сварочные аппараты РДС доступны в цене и идеально подходят для работы как в ограниченном пространстве, так и на открытом воздухе. Агрегаты позволяют осуществлять сварку в любых пространственных положениях, предоставляя вам возможность соединять различные стали за счет широкого ассортимента марок электродов. Также преимуществом сварочных аппаратов ручной дуговой сварки является их отличная транспортабельность – они имеют относительно небольшой вес и габариты. Кстати, если вы приобретаете аппарат ручной дуговой сварки с небольшим потреблением (до 6 кВт), то его можно использовать как с бензиновым, так и с дизельным генератором.
Как выбрать диаметр и тип электродов для сварки MMA?
Расходные материалы для MMA-сварки имеют различную длину и диаметр. При покупке всегда внимательно изучайте информацию на упаковке – для каких металлов или сплавов предназначены электроды. Также особое внимание стоит уделить рекомендуемому току, который зависит от положения и диаметра расходного материала. Электрод и металл (или сплав) должны по-максимуму совпадать по химическому составу. После того, как электрод сгорел, на нем образуется «козырек», который необходимо удалять, если вам нужно продолжить сварочный процесс. При помощи специальных электродов можно варить не только черный металл, но и нержавейку (емкости и баки для воды), чугун (печи). Если у вас отсырели электроды, то их можно подсушить дома в обычной духовке.
Как выбрать сварочный ток?

Способов подбора необходимого для той или иной операции сварочного тока большое множество, но есть один, которым пользуются все профессионалы. Прежде чем браться за сварку, потренируйтесь предварительно на стальной пластинке той же марки и толщины, что и основная деталь. Сделайте несколько швов, используя различный ток, и выберите оптимальный вариант из получившихся результатов. Если силы рабочего тока недостаточно, металл плохо расплавляется, что не очень хорошо сказывается на качестве сварки. При максимальной силе тока – происходит обратная ситуация: свариваемые металлические детали можно прожечь насквозь. Именно поэтому перед сварочными работами рекомендуется потренироваться на «черновой» пластине.
Как нужно вести электрод?
Мысленно проведите черту на поверхности, которую предполагается сварить. Электрод при этом должен располагаться вертикально и с небольшим наклоном относительно плоскости. Ведите электрод слева-направо или справа-налево. Это самое простое движение, которое могут освоить новички. Со временем вы можете попробовать и другие способы ведения электрода.
С чего начать сварку?

Одним из способов правильно начать сварку является использование отдельной планки из металла, на которой следует начинать и заканчивать сварочный процесс. Второй способ подходит в тех случаях, когда сварку нужно сделать на самом краю детали – дугу следует зажигать в 2-3 см от края изделия, после чего необходимо быстро переместить электрод на начало шва. Так вы сможете избежать большого количества наплавляемого материала.
Что делать, если не получаются швы?
Новички часто сталкиваются с проблемой, когда сварочная ванна очень сильно брызгает в результате чего везде можно увидеть налипшие капли металла и не геометричный шов с включением трудноотделимого шлака. Из-за чего возникает такая ситуация? Дело в том, что начинающие сварщики покупают рутиловые электроды и держат просто огромную дугу, при чем расстояние между плавящимся электродом и свариваемой поверхностью постоянно меняется. Всегда нужно помнить о том, что длина дуги должна быть постоянной.
Важные правила для контроля дуги
Диапазон дуги может варьироваться от 0,5 до 1,2, но он всегда выбирается в зависимости от диаметра электрода. Так, если вы берете расходный материал с диаметром 0,25 мм, дуга должна быть 1,25-3 мм.
Скорость сварки
Излишняя скорость сварки приводит к образованию нитевидного шва, характеризующегося небольшой шириной и глубиной провара. При этом шлак отбить крайне трудно. Также при чрезмерной скорости не удается сохранить равномерность движений. Поэтому сбавьте обороты и у вас все получится!
Исключение пористости швов
На пористость сварочного шва влияет много факторов, среди которых стоит отметить угол наклона и движения, а также скорость металлического стержня (электрода), наличие различных загрязнений (ржавчина, масло, краска), влажность расходного материала, длинная дуга, сила тока. Для того чтобы избежать пористости шва, необходимо вести электрод от себя под наклоном 45 градусов по отношению к обрабатываемой поверхности. Одновременно с этим следует совершать круговые движения (например, по спирали). Так, электрод прогреет деталь, образовав «правильную» ванну, которая после остывания останется чистой. Если сделать наоборот – вести электрод на себя, то вся теплопередача будет направлена на сварочную ванну, а не на металлическое изделие – дефекты шва здесь неизбежны.
Особенности сварки тонкого металла (толщина 1 мм)
Чтобы обеспечить полную глубину провара и при этом не допустить прожога обрабатываемых деталей, необходимо брать электроды диаметром 2 мм и снизить силу сварочного тока (примерно до 60 А). Имейте в виду, что тонкий металл не стоит варить сплошной линией, ее обязательно нужно прерывать. Если вы хотите проварить поверхность сплошняком, то отрывая электрод, его следует потом вернуть в то же место. При этом ,прерывая дугу, нужно следить за тем, чтобы сварочная ванна не закристаллизовалась. Если ванна застынет, и вы продолжите варить поверхность, то это будет сварка поверх шлака. Если такая ситуация все-таки возникла, тогда нужно прервать сварочный процесс, отбить шлак, и после этого продолжать работу.

Если вам нужно приварить тонкий металл к толстому, то силу тока нужно выставлять такую, как для сварки тонкого материала. Многие новички часто допускают ошибку, когда выбирают большую силу тока для сварки тонкого и толстого металлов. Так, вы рискуете просто «спалить» тонкий металл. Положение при этом – нижнее (когда деталь лежит на горизонтальной поверхности). Тонкий металл должен находиться сверху толстого – прогревайте и работайте электродом больше на тонком металле. В противном случае увеличивается вероятность прожога.
Смена полярности при сварке электродами
Для того чтобы понять, зачем нужно менять полярность при MMA-сварке, необходимо разобраться с существующими видами полярности и случаями, когда применяется тот или иной вид. Сварка электродугой может осуществляться на сварочном аппарате, вырабатывающем либо переменный ток, либо постоянный.
При сварке на постоянном токе электродуга может быть прямой и обратной полярности. Важно знать, что прямая полярность используется для соединения цветмета (латунь, алюминий, медь), поскольку он имеет большую теплопроводность. Большая температура в месте нагрева позволяет превысить температуру плавления цветного металла. Особенно это касается алюминия, так как сначала нужно преодолеть оксидную пленку (а ее температура плавления намного выше, чем у самого металла). Также на прямой полярности я рекомендую работать с массивными деталями: дуга в данном случае получается более узкая и сконцентрированная, что обеспечивает глубокий проплав металла при его меньшем разбрызгивании. В результате получается отличное качество шва. Еще одним плюсом использования прямой полярности является то, что можно производить резку материала, независимо от применяемого типа электрода.
Обратная полярность при MMA-сварке используется для соединения нержавеющей, высоколегированной стали и тонколистовых металлов. Недостатком здесь является только то, что дуга немного «гуляет», но это же относится и к преимуществам – вероятность того, что вы прожжете металл практически равна нулю.
Резка металла электродом
Резка металла обычным или специальным электродом достаточно простой процесс даже для начинающих мастеров. Однако существуют нюансы. Перед началом работ в первую очередь проверьте исправность кабелей. Для того чтобы снизить усталость, настоятельно советую обмотать кабель держака вдоль предплечья, прижимая его рукой к туловищу. Зажигание дуги происходит чирканьем или электрода об металлическую поверхность либо постукиванием. Инверторы позволяют осуществлять 4 разновидности резки металла:
- Разделительная – металлический лист следует установить таким образом, чтобы было предусмотрено беспрепятственное вытекание из места разреза. Процесс нужно начинать сверху вниз, если вам нужен вертикальный рез. Если металл находится в горизонтальном положении, то ведите рез от кромки материала. При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала.
- Поверхностная – используется в основном для выполнения канавок на металле или для устранения дефектов. При этом электрод следует наклонить на 10-15 градусов к поверхности. Перемещение стержня происходит с частичным погружением в полость, образующуюся в процессе резки. Для того чтобы сделать широкую канавку, выполняйте поперечные движения нужного размера.
- Резка отверстий – сделайте отверстие и расширяйте его до необходимых размеров. Расходный материал при этом практически перпендикулярен по отношению к обрабатываемой металлической поверхности.

При резке металла инвертором стоит понимать, что аккуратной линии реза добиться не удастся (такой, какая получается при плазменной резке, например). Также учтите, что для резки тонкого металла необходима большая сила тока. Если под рукой не оказалось специальных электродов, то вполне подойдут и обычные стержни (даже старые и непригодные для сварки). Главное – правильно подобрать диаметр расходного материала: для тонких листов – 3 мм, для толстых – 4-5 мм. И конечно же, особое внимание нужно уделить соблюдению технике безопасности.
TIG-сварка аргоном тонкой нержавеющей стали при помощи обычного инвертора

Если вы собираетесь варить нержавеющую сталь толщиной 1 мм, то горелку необходимо подключить на минус (здесь используем прямую полярность, для сварки алюминия нужна обратная полярность). Ток делайте минимальным – 15 А. При сварке аргоном стоит знать, что дугу нужно тушить, отрывая вентильную горелку от поверхности. Таким образом происходит защита шва аргоном. Для того чтобы не испортить поверхность вольфрамового электрода, для зажигания дуги можно использовать кусок обычного графита. При сварке можно использовать функцию «Hot start» (горячий старт) – металлические детали не сгорают и не оплавляются, если это делать на минимальном токе и нужной полярности. Электрод выбирайте диаметром 2 мм. После того как оторвали горелку, подносите ее обратно ко шву, чтобы остудить его газом. Закрываем кран и изучаем полученный результат. Если вы соблюдали всю последовательность действий, то у вас обязательно получится надежный шов.
Лайфхак по сварке согнутым электродом
Если вам нужно сварить металлическую круглую или квадратную трубу в таком месте, куда невозможно достать электродом (например, у стены), то проблема решается просто. Просто согните немного расходный материал и тогда доступ к шву будет открыт. При сварке согнутым электродом помните, что в месте его сгиба может обвалиться обмазка, а без нее стержень будет прилипать к металлу, не обеспечивая должную защиту сварочной ванны. Чтобы не возникло такой ситуации, нужно «спалить» место сгиба электрода на какой-нибудь черновой пластине. После этого расходный материал можно опять немного согнуть и продолжить сваривать трубу.
Угловые магниты
Для того чтобы собрать конструкцию под углом 90 градусов нужно взять угловой магнит сварщика. Установить пластину следует таким образом, чтобы она держалась под прямым углом (90 градусов). Используя все те же магниты можно выставить и другой угол наклона – к примеру, 45 градусов. При этом происходит надежная фиксация металлической детали к магниту, и вам не требуется участие помощника. Однако, когда вы будете выполнять прихватки, может возникнуть небольшая трудность, поскольку магнит имеет полярность, которая может как притягивать, так и отталкивать металл. В принципе, в этой ситуации ничего страшного нет, потому что сделав прихватки и выстроив конструкцию, можно убрать магниты и выполнять сварочный шов в обычном режиме. Если выполняя прихватку вы почувствуете, что магнит отталкивает дугу, то просто переверните его – так вы измените его полярное поле и обеспечите комфортный процесс сварки. Используя магниты сварщика стоит помнить, что большие магниты применяются для сварки толстых металлов, а маленькие – для тонких деталей. Подобрав небольшой магнит для фиксации толстого металла, может произойти деформация детали и измениться угол наклона.
Меры безопасности при ручной дуговой сварке

При использовании аппарата ручной дуговой сварки в гараже или на даче следует соблюдать меры безопасности. Одежда для сварочных работ должна быть из х/б-ткани и закрывать все открытые участки тела, включая шею. Также для сварки необходимо приобрести специальную маску и перчатки.
Нельзя производить сварку в квартире и внутри частного дома, поскольку там нет должной вентиляции. Кроме того, в жилых помещениях много легковоспламеняющихся вещей, что может привести к пожару. Не стоит забывать и о разлетаемых брызгах металла и дополнительной нагрузки на электросеть. Последнее вряд ли порадует ваших соседей, как бы хорошо вы с ними не общались до этого.
Если вы используете бытовой аппарат ручной дуговой сварки на улице, то вы всегда зависите от погоды. Не стоит работать в дождь и сразу после того, как он прошел – слишком высока вероятность поражения электротоком.
Правила хранения оборудования ручной дуговой сварки
Продлить срок службы аппарата ручной дуговой сварки можно только соблюдая несколько нехитрых правил. После сварочных работ отключите устройство от сети и отсоедините все кабели и шланги. Очистите инвертор от загрязнений, если таковые имеются. Хранить сварочный аппарат РДС следует в сухом и проветриваемом помещении при температуре от — 30 °C до + 50 °C. Влажность воздуха должна быть не более 80 %. Поскольку агрегат содержит транзисторы, микросхемы и другие электронные элементы, то его нежелательно хранить в сильно запыленном помещении. Металлическая пыль особо опасна для такого оборудования. Устранить образовавшуюся пыль можно при помощи сжатого воздуха, продув им сварочное оборудование. Также следует исключить контакт влаги и агрессивных испарений, которые могут вывести из строя аппарат РДС. Лучше всего хранить оборудование в заводской упаковке. Если он хранился некоторое время при низкой температуре, то перед включением обязательно «выдержите» его в помещении, где температура воздуха составляет не менее 0 °C. Для того чтобы устройство «акклиматизировалось», ему необходимо пребывать в таких условиях минимум 6 часов в упаковке, и не меньше 2 часов без нее. За это время образовавшийся конденсат полностью испарится, а компоненты инвертора не повредятся.
Также важно своевременно обслуживать агрегат для MMA-сварки: продувать его от пыли, чистить контакты вставок, иначе они выгорят из-за плохого контакта. Чтобы оборудование прослужило вам дольше не используйте аппарат с длинным удлинителем с тонкими проводами.